
För att ytterligare förbättra temperaturgradienten i riktad förgätning utvecklade forskarna en vätskeformig metallkylningsmetod baserad på den snabba kylningsmetoden. Denna metod använder vätskemetall för att kyla gjutningar, det vill säga att de extraherade gjutningarna dränkas i en metall med hög värmeledningsförmåga, hög kokpunkt och låg smältning (Sn används som huvudregel) (se figur 1(b)) för att öka kylingeffekten. Vätskemetallkylningsmetoden kan förbättra kylningshastigheten för gjutningar och temperaturgradienten vid fast-vätskegränssnittet, upp till 200 K/cm, och kan bibehålla en stabil temperaturgradient, så att krystalliseringsprocessen blir stabil, vilket gör att grenstrukturavståndet kan minskas avsevärt och sannolikheten för olika förgätningsskjuts kan reduceras. Men metoden för vätskemetallkyling har också vissa begränsningar, som exempelvis: utrustningen som krävs av metoden är komplex, och det är inte enkelt nog i praktisk drift; Kylningsmediet Sn är ett skadligt element, och när gjutningen dränkas i lågsmältande metall som Sn, är Sn-vätskan lätt att tränga in och förorena gjutningen. Under de senaste åren har människor optimerat processen från aspekterna av skalberedning och förbättrat bristerna hos processen för vätskemetallkyling, vilket har tillämpats på produktionen av enskristalls turbineblad för flygmotorer och storskaliga enskristalls turbineblad för markbaserade gasmotorer.
Utöver detta utforskas nya sätt att öka temperaturgradienten konstant, såsom: Gaskyldad kastning riktad förgätningsteknik, elektromagnetiskt begränsad formering riktad förgätningsteknik, överkyling riktad förgätning, SDS), laser snabbförgätning (LRM), fluidbädd kvickningsriktad förgätningsteknik, tvådimensionell riktad förgätningsteknik (bidirektionell förgätning, BDS), tunn skal kastning riktad förgätningsteknik. Dock är dessa nya tekniker fortfarande omoderade och har inte tillämpats i riktad förgätning av gasturbinblad.
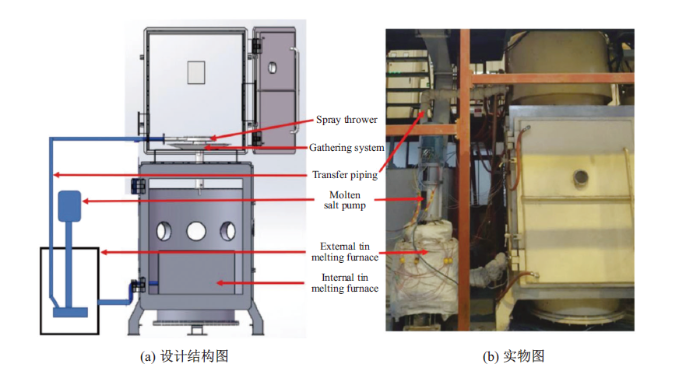
Flytande metall spray förstärkt kylningsmetod
För att övervinna problem som kan uppstå, till exempel att formning kan förorenas av vätskeformad metallkylning och att formningsbrister lätt kan bildas med hjälp av vätskeformad metallkylningsmetod, utvecklade vår forskargrupp tekniken för riktad försättning vid sprütkyling av vätskeformad metall (LMSC) och utvecklade industriverksamhetsutrustning för riktad försättning. Designstrukturen och syftet med LMSC-riktad försättningsugnen visas i figur 2. LMSC-tekniken bygger på LMC-tekniken, från den tidigare metoden att direkt doppa skal och formning i vätska av vätskeformad metall för kylningsändamål, till användandet av vätska av vätskeformad metall för sprütkyling av skal och formning. Tekniken har egenskaperna stark värmeavledning, jämn kylning och god värmeisolerande effekt mellan isoleringsområdet och kylningsområdet. LMSC-tekniken bevarar inte bara fördelarna med stark kylningsförmåga hos LMC-tekniken, utan löser också bristerna hos LMC-tekniken. På grund av den kontrollerbara flödeshastigheten av den vätskeformade metallen som sprutar, kombinerat med justeringen av draghastigheten, kan man få kolonnformade kristaller eller enkristaller med bra struktur och mindre grenskickningsavstånd, vilket kan minska eller till och med undvika bildningen av försättningsbrister i superlegeringar. LMSC-riktad försättnings-teknik är mycket viktig för utvecklingen och industriella produktionen av superlegeringar.
 Heta Nyheter
Heta Nyheter2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Vårt professionella säljteam väntar på din konsultation.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






