Turbinbladet är det centrala varma slutkomponenten i en gasturbin, och dess utveckling och tillverkning är en viktig spegelbild av en nations industriska skala och tekniska nivå. De senaste forskningsframstegen inom tekniken för tillverkning av gasturbinblad beskrivs. Utifrån forskningen från forskargruppen introduceras framstegen inom riktad solidifiering av gasturbinblad, och fokusriktningen framhålls.
1 Riktad solidifieringsteknik
Riktad förgnings teknik syftar till en teknik som etablerar en temperaturgradient i en viss riktning genom tvungna medel under förgningsprocessen, så att förgningen fortskrider i en viss riktning. Under förgningsprocessen av ett metall finns det en temperaturgradient i en specifik riktning mellan den förgda delen och den oförgda smältan, vilket orsakar att metallen förgnar i den motsatta riktningen mot värmeledningen. Genom att använda riktad förgningsteknik kan man få kolonnformigt eller enskristallmaterial med specifikt orientering, och man kan förbereda kolonnformiga eller enskristallblad, och dess prestanda kan förbättras avsevärt.
Tidigt 1960-tal tillämpade Versnyder och kollegerna riktad förgätningsteknik på produktionen av superlegeringar, vilket bättre kontrollerade kornorienteringen av förgätningsstrukturen, eliminerte de tvärliga korngränserna och förbättrade avsevärt mekaniska egenskaper hos superlegeringarna. Riktad förgätningsteknik har efter decennier av forskning utvecklat exothermiskt pulver (EP) metoden, power down (PD) metoden, höghastighetsförgätning (PD) metoden, traditionella tekniker som HRS [12] och vätske metallkyling (LMC). För närvarande används höghastighetsförgätningssmetoden och vätske metallkylingssmetoden allmänt.
1.1Höghastighetsförgätningssmetoden
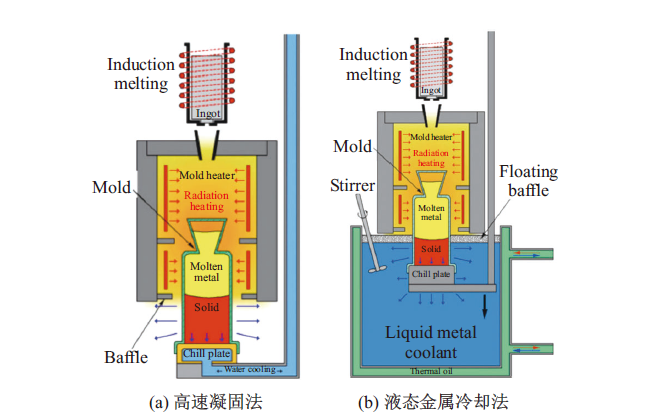
Metoden för höghastighetsförsättnings är en metod för att göra att gjutningarna rör sig i en enda riktning alltmer bort från den högtempererade regionen för att uppnå enstaka riktad försättnings. Denna metod förbättrar problemet med att temperaturgradienten gradvis minskar under försättningsprocessen. Principen bakom metoden för höghastighetsförsättnings visas i figur 1(a). En termiskt isolerande skyddsvägg placeras längst ner i ugnen, och en munning något större än gjutningen öppnas på väggen. Interiören av ugnen hålls uppvärmd. Under metallens försättningsprocess dras skallet långsamt neråt, så att delen av metallen som exponeras utomhus börjar svalna och försätta, medan den smältade metallen som ligger kvar i ugnen fortfarande befinner sig i ett uppvärmt tillstånd, därmed etablerar en axiell temperaturgradient. Metoden för höghastighetsförsättnings har en hög och stabil temperaturgradient och kylhastighet, och kan fånga långa kolonnformade kristaller och en fin struktur, vilket betydligt förbättrar de mekaniska egenskaperna hos gjutningarna, men metodens temperaturgradient är fortfarande otillräcklig, och gjutningsbrister som fläckar och föreningar är fortfarande lätt att inträffa under riktad försättnings av tjocka och stora gjutningar.

 Heta Nyheter
Heta Nyheter EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






