
Till viss del påverkar mikrostrukturen av den termiska barriärbeläggningen inte bara beläggningens värmegenskaper och oxidationsmotstånd, utan bestämmer också beläggningens livslängd. Mikrostrukturen på den termiska barriärbeläggningen beror inte bara på det material som används, utan också på dess tillverkningsprocess. Därför är det också viktigt att välja lämplig tillverkningsprocess beroende på olika krav. Det finns många sätt att förbereda termiska barriärbeläggningar, men de delas huvudsakligen in i två kategorier: den ena är termisk sprutning och den andra är fysisk ångdeposition. Termisk sprutning omfattar främst höghastighetsprutning, plasmaskruttning och explosionsprutning. Beläggningen som framställs med termisk sprutning är skivformad. Fysisk ångdeposition är huvudsakligen elektronstråle-fysisk ångdeposition (EB-PVD), och den framställda beläggningen är kolonnformad. Keramiklagret på den termiska barriärbeläggningen används ofta med metoder som elektronstråle-fysisk ångdeposition, atmosfärisk plasmaskruttning och andra. Metallbindningslagret använder främst termiska sprutningstekniker som atmosfärisk plasmaskruttning (APS), lågtrycksplasmaskruttning (LPPS) och höghastighetsflammsprutning (HVOF) [40]. Tills dato är APS och EB-PVD de huvudsakliga metoderna för att förbereda termiska barriärbeläggningar för gaspjäsar.
APS är en typ av direktströmsbåge som genereras av sprutpistolen för att omvandla Ar, He, N2 och andra gaser till plasmastrålar, så att keramikpulver och metallpulver som transporteras av bärargasen kan snabbt värmas och smälta till smältade eller delvis smältade partiklar. Teknik för att bilda en överdragning på ytan av superalliansmaterialet genom att påverka det med stor kinetisk energi (80 ~ 300 m/s) under inverkan av elektriskt fält [42]. Den termiska skyddsklädnings som förbereds med APS-tekniken består av många partiklar som ligger ovanpå varandra, och matrisen är huvudsakligen mekaniskt bunden till den laminära mikrostrukturen, vilket innehåller många defekter parallella med alliansmatrisen, såsom porer och mikroklyftor (som visas i figur 2). Orsakerna till bildningen är följande: under högtemperaturområde kommer keramiken eller metallen att smälta och bildas till smältade partiklar, och kommer att innehålla vissa miljögaser, men avlagringstakten för klädningen är mycket snabb, vilket gör att gasen som löses ut i de smältade partiklarna under avlagringsprocessen inte kan precipiteras i tid, och därmed bildas porer; Samtidigt leder otillräcklig bindning mellan smältade partiklar också till bildning av porer och klyftor i klädningen. Därför, om APS används för att förbereda termiska skyddsklädnings, har den hög porositet och god termisk isolerande prestanda, men dess nackdelar är otillräcklig deformationstolerans och dåligt termiskt chockmotstånd [43], och det används huvudsakligen för komponenter med relativt bra arbetsmiljö. Dessutom är APS billig att förbereda, så den kan appliceras på större delar.
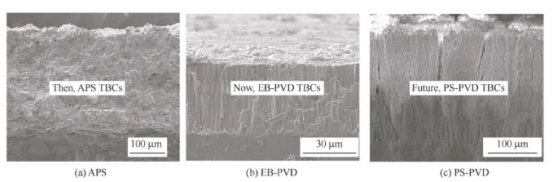
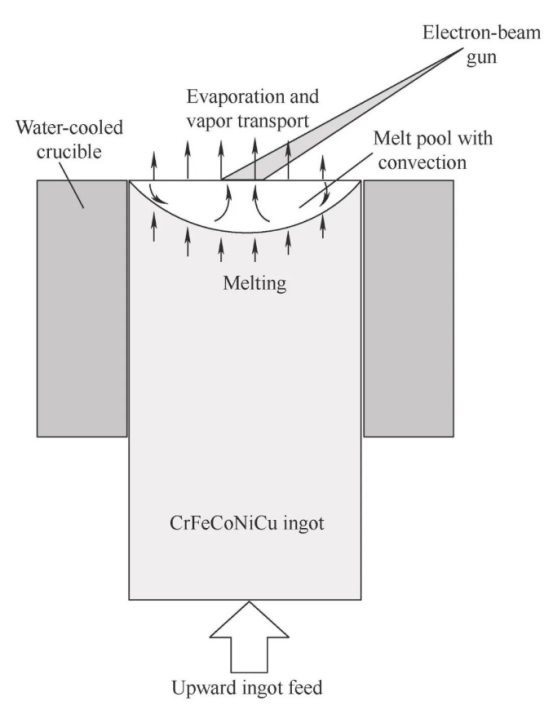
EB-PVD är en teknik som använder en högenergi elektronstrål för att värma upp beläggningspulver i en vakuumkammare och skapa en smältande pöl på ytan av pulvret för att ånga upp keramikpulveret och沉积a det på ytan av substrukturen i atomär form för att bilda en termisk barrièrbeläggning [45], som visas i figur 3. Strukturen på EB-PVD-beläggningen är en stolptillväxtsstruktur vertikal mot alliansmatrisen, och beläggningen och matrisen är huvudsakligen metallurgiskt förenade. Ytan är inte bara jämn, utan har också god densitet, så den har hög bindningsstyrka, sträcktolerans och termisk chockmotståndighet. Den används främst på delar med hård arbetsmiljö, såsom gasturbinrotorsblad. Dock är tillverkningskostnaden för EB-PVD-beläggning dyrt, och endast tunna beläggningar kan förberedas, och de strukturella storleksdimensionerna på delarna har vissa krav, så den används sällan i gasmaskiner.
De ovan nämnda två förberedningsprocesserna har blivit mycket utvecklade, men de har fortfarande sina egna problem, som visas i tabell 2. Under senare år arbetar relevanta forskare kontinuerligt med att förbättra och skapa nya metoder för framställning av värmegenvärnslager. För närvarande står bland de vanligaste nya metoderna för framställning av värmegenvärnslager plasma-sprutning med fysisk ångdeposition (PS-PVD), som anses vara en av de mest lovande och effektiva metoderna för framställning av värmegenvärnslager.
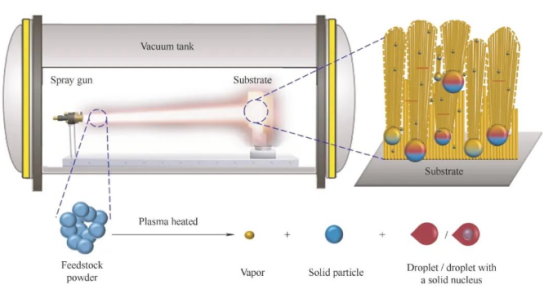
PS-PVD-tekniken utvecklades på grundval av plasma sprayning vid låg tryck. Den coatingsstruktur som förbereds med denna metod består av fjädrar och kolonner, och porerna i coatinget är många och de luckorna stora, som visas i figur 4. Därför har PS-PVD-tekniken förbättrat problemen med otillräcklig värm isolering hos EB-PVD-coating och dålig termisk chockmotstånd hos APS-coating. Värmeskyddslageret som förbereds med PS-PVD-teknik har hög bindningsstyrka, god värm isolerande prestanda och bra motstånd mot termiska chocker, men bristande korrosionsmotstånd och oxidationsmotstånd mot CMAS. På detta grunder föreslog ZHANG et al. [41] en metod för att modifiera PS-PVD 7YSZ-värmeskyddslager med Al2O3. Experimentresultaten visar att oxidationsmotstånd och CMAS-korrosionsmotstånd för 7YSZ-värmeskyddslager som förbereds med PS-PVD-teknik kan förbättras genom aluminering.
 Heta Nyheter
Heta Nyheter2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Vårt professionella säljteam väntar på din konsultation.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






