
До някаква степен микроструктурата на топлозащитния покрив не само влияе върху термоизолацията, окислителната устойчивост и другите свойства на покритието, но също така определя живота на покритието. Микроструктурата на топлозащитния покрив зависи не само от използваните материали, но и от техника за подготовкготвкето. Затова е важно да се избере подходящата техника за приготвяне според различните изисквания. Има много начини за приготвяне на топлозащитни покрития, но те се делят предимно на две категории: първата е методът на термичното спръскиване, а втората е методът на физическото пароводен депозит (PVD). Сред методите на термично спръскиване най-често се използват свръхзвуково спръскиване, плазмено спръскиване и експлозивно спръскиване. Покритието, получено чрез термично спръскиване, е пластично. Физическото пароводен депозит предимно е електронно лъчево физическо пароводно депозит (EB-PVD), а полученото покритие е колоновидно. Керамичният слой на топлозащитния покрив често се изготвя чрез електронно лъчево физическо пароводно депозитиране, атмосферно плазмено спръскиване и други методи. Металният обвивен слой главно използва технологии за термично спръскиване като атмосферно плазмено спръскиване (APS), нискотошково плазмено спръскиване (LPPS) и свръхзвуково пламенно спръскиване (HVOF) [40]. До момента APS и EB-PVD са основните методи за приготвяне на топлозащитни покрития за газови турбини.
APS е вид директен токов дуга, генериран от спрей пистолета, който преобразува газове като Ar, He, N2 и други в плазмен поток, така че керамичния прах и металния прах, транспортиран от носещия газ, да бъдат бързо нагряти и расплавени до състояние на расплавени или полу-расплавени частици. Технология за формиране на покритие върху повърхността на матрицата от свръхалои чрез удара му с голяма кинетична енергия (80 ~ 300 м/с) под действието на електрическо поле [42]. Топлата бариера покритие, приготвен от технологията APS, се състои от множество частици, които са наслоени една върху друга, а матрицата е главно механично свързана с листова микроструктура, която съдържа много дефекти, успоредни на алойната матрица, като пори и микроскопични трески (както е показано на фигура 2). Причините за образуването им са следните: при високите температури керамиката или металът ще се расплавят и ще образуват расплавени частици, които ще съдържат някои околни газове, но скоростта на охлаждане на покритието е много бърза, което прави газовете, растворени в расплавените частици по време на депозицията, да не могат да се осадят навреме и след това да образуват пори; Едновременно недостигащото свързване между расплавените частици може също да доведе до образуване на пори и трески в покритието. Следователно, ако се използва APS за приготвяне на термически бариерни покрития, те имат висока порозност и добри термически изолационни свойства, но техните недостатъци са недостатъчен толеранс към деформацията и слабо съпротивляване на термическите шокове [43], и се използват предимно за части с относително добри работни условия. Освен това, подготовка чрез APS е евтинска, затова може да се прилага за по-големи части.
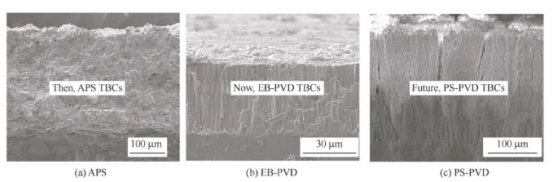
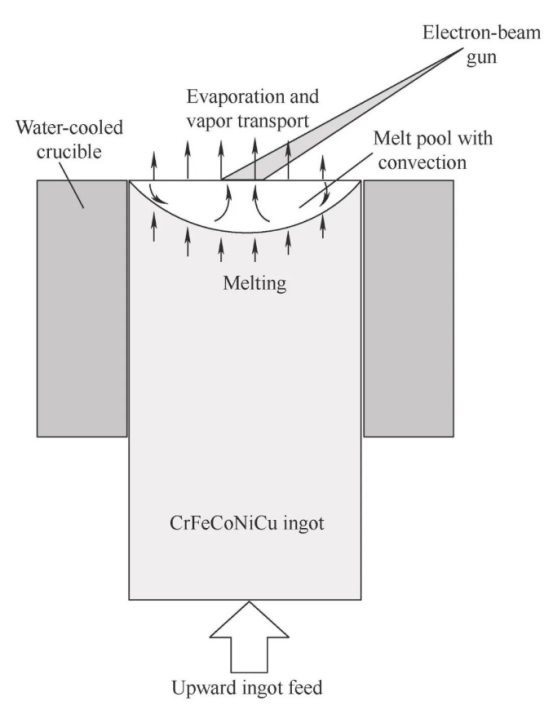
EB-PVD е технология, която използва електронен лъч с висока енергийна плътност, за да нагрява праха за покритие във вакуумна камера и да образува разтопен басейн на повърхността на праха, за да изпари керамичния прах и да го отложи на повърх Структурата на покритието EB-PVD е колонична кристална структура перпендикулярна на матрицата от сплав, а покритието и матрицата са свързани главно чрез металургия. Повърхността е не само гладка, но и има добра плътност, така че има висока сила на свързване, издръжливост на напрежение и устойчивост на топлинни удари. Той се прилага главно за части с тежка работна среда, като например лопатите на ротора на газовата турбина. Въпреки това, разходите за подготовка на покритие EB-PVD са скъпи и могат да бъдат подготвени само тънки покрития, а структурният размер на частите има определени изисквания, така че рядко се използва в газовите турбини.
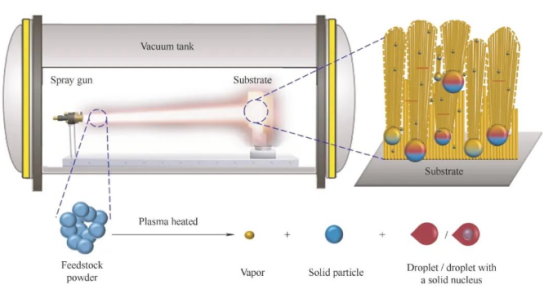
Двете посочени процеса на подготовкготвка са станали много зрели, но все още имат свои проблеми, както е показано в Таблица 2. През последните години съответните изследователи постоянно подобряват и създават нови методи за подготовкготвка на термични бариерни покрития. В момента сред най-разпространените нови методи за приготвяне на термични бариерни покрития най-изтърпливи е технологията за плазмено напълване с физическа паревая депозиция (PS-PVD), която се считаете за един от най-обещаващите и ефективни методи за приготвяне на термични бариерни покрития.
Технологията PS-PVD е разработена на базата на плазмено напънгане при ниско налягане. Структурата на покритието, приготвеното по този метод, се състои от пера и колони, а порите в покритието са многочислени и интервалите между тях са големи, както е показано на фигура 4. Следователно, технологията PS-PVD подобрява проблема с недостатъчната термоизолация на покритието EB-PVD и лошата термощетна устойчивост на покритието APS. Термичното бариерно покритие, приготвено чрез технологията PS-PVD, има висока спайваща сила, добра термоизолационна характеристика и добра термощетна устойчивост, но слаба корозионна устойчивост и окислителна устойчивост към CMAS. На тази основа, ZHANG и други [41] предложиха метод за модифициране на термичното бариерно покритие PS-PVD 7YSZ чрез Al2O3. Експерименталните резултати показват, че окислителната устойчивост и устойчивостта към корозията CMAS на термичното бариерно покритие 7YSZ, приготвено чрез технологията PS-PVD, могат да бъдат подобрени чрез алуминизиращото модифициране.
 Горчиви новини
Горчиви новини2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Нашият професионален екип по продажбите очаква вашата консултация.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






