Лопатката на турбина е основният компонент на горячия край на газовата турбина, а нейното проектиране и производство е важна рефлексия върху мащаба и техническия ниво на индустрията на една държава. Преглежда се последната научноизследователска прогрес в областта на технологиите за приготвяне на лопатки за газови турбини. Базирано на изследванията на изследователската група, представя се научноизследователския прогрес в областта на насоченото затвердяване на лопатки за газови турбини и се предлага фокусирано посокова.
1 Технология за насочено затвердяване
Технологията за насочено твърдеене се отнася за технология, която създава температурен градиент в определена посока чрез принудителни средства по време на процеса на твърдеене, така че твърдеенето да протича по определена посока. По време на процеса на твърдеене на метал има температурен градиент в конкретна посока между твърделия част и непотвърделия расплав, което води до твърдеене на метала в посока, противоположна на проводимостта на топлината. Чрез използване на технологията за насочено твърдеене могат да се получат стълбовидни кристали или единични кристали с определена ориентация, а също и лези от стълбовидни или единични кристали, чийто перформанс може значително да се подобри.
В края на 1960-те години, Верснайдър и колеги приложиха технологията на насочено затвердяване за производството на супералои, което по-добре контролираше ориентацията на зърната на структурата при затвердяване, из ActionTypes премахна хоризонталните граници на зърната и значително подобри механичните свойства на супералоите. Технологията на насочено затвердяване след десетилетия от изследвания разви метода на екзотермен пороток (EP), метода на намаляване на мощност (PD), метода на високоскоростно затвердяване (HRS) и традиционни техники като охлаждане с топла метална маса (LMC). В момента методите на високоскоростно затвердяване и охлаждане с топла метална маса се използват широко.
1.1 Метод на високоскоростно затвердяване
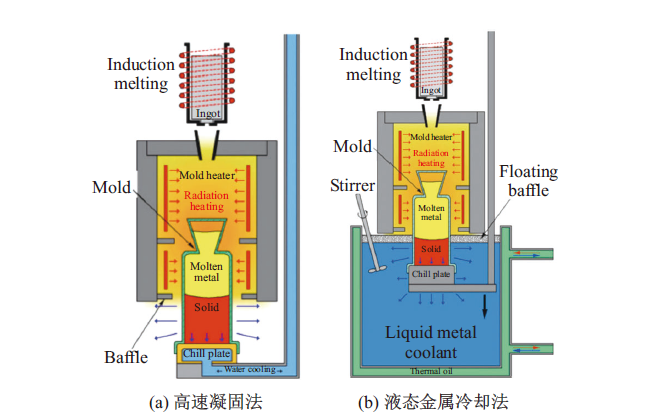
Методът на високоскоростна кристализация е начин да се правят отливки, които се движат постепенно в една посока, далеч от региона с висока температура, за да се постигне еднонасочна кристализация. Този метод подобрява проблема с постепенното намаляване на температурния градиент по време на процеса на кристализация. Принципът на метода за високоскоростна кристализация е показан на чертеж 1(a). На дъното на печката е поставен адиабатен заслон, а в заслона е направена отворче, леко по-голямо от отливката. Вътрешността на печката се поддържа топла. По време на процеса на кристализация на металите, обвивката бавно се извлича надолу, така че частта от металите, изложена навън, започва да се охлажда и кристалнизира, докато металната топлина, разположена в печката, все още е в топъл статус, като по този начин се създава осов температурен градиент. Методът на високоскоростна кристализация има висок и стабилен температурен градиент и скорост на охлаждане, и може да получи дълги колоновидни кристали и мелка структура, което значително подобрява механичните свойства на отливките, но температурният градиент на този метод все още не е достатъчен, а по време на еднонасочната кристализация на гъстите и големите отливки се получават дефекти като петна и присъствени вещества.

 Горчиви новини
Горчиви новини EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






