
В определенной степени микроструктура термобарьерного покрытия не только влияет на теплозащитные свойства, сопротивление окислению и другие характеристики покрытия, но и определяет его долговечность. Микроструктура термобарьерного покрытия зависит не только от используемого материала, но и от процесса его приготовления. Поэтому важно выбирать соответствующий метод подготовки в зависимости от различных требований. Существует множество способов нанесения термобарьерных покрытий, но они делятся на две основные категории: первый — это методы термического напыления, второй — физическое паровое осаждение. Среди методов термического напыления наиболее распространены сверхзвуковое напыление, плазменное напыление, взрывное напыление и т.д. Покрытие, полученное методом термического напыления, имеет листовую структуру. Метод физического парового осаждения в основном представляет собой электронно-лучевое физическое паровое осаждение (EB-PVD), при котором получается столбчатая структура. Керамический слой термобарьерного покрытия часто наносится методами электронно-лучевого физического парового осаждения, атмосферного плазменного напыления и другими. Металлический связующий слой в основном создается с использованием технологий термического напыления, таких как атмосферное плазменное напыление (APS), низкотемпературное плазменное напыление (LPPS) и сверхзвуковое пламенное напыление (HVOF) [40]. До сих пор APS и EB-PVD остаются основными методами для создания термобарьерных покрытий газовых турбин.
APS — это вид прямого тока, создаваемого пульверизатором, который преобразует Ar, He, N2 и другие газы в плазменные струи, чтобы керамический или металлический порошок, транспортируемый носительским газом, мог быстро нагреваться и плавиться, превращаясь в расплавленные или полурасплавленные частицы. Технология формирования покрытия на поверхности матрицы сверхалloys за счет удара с большой кинетической энергией (80 ~ 300 м/с) под действием электрического поля [42]. Термобарьерное покрытие, приготовленное методом APS, состоит из множества перекрывающихся частиц, а матрица в основном механически связана с пластинчатой микроструктурой, которая содержит много дефектов, параллельных матрице сплава, таких как поры и микротрещины (как показано на рисунке 2). Причины их образования следующие: при высоких температурах керамика или металл плавятся, образуя расплавленные частицы, которые будут содержать некоторые окружающие газы, но скорость охлаждения покрытия очень высока, что не позволяет газам, растворенным в расплавленных частицах во время осаждения, выделяться及时, и затем образуются поры; Одновременно недостаточная связь между расплавленными частицами также может привести к образованию пор и трещин в покрытии. Таким образом, если для приготовления термобарьерных покрытий используется APS, то их пористость высока, и они обладают хорошими теплоизоляционными свойствами, но их недостатками являются недостаточная устойчивость к деформации и плохая сопротивляемость тепловым ударам [43], и они主要用于 для деталей с относительно благоприятной рабочей средой. Кроме того, метод APS дешев в применении, поэтому его можно использовать для более крупных деталей.
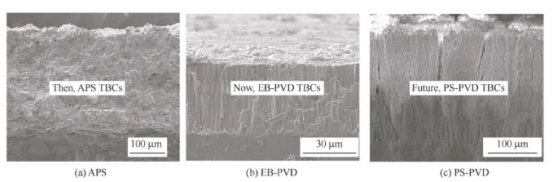
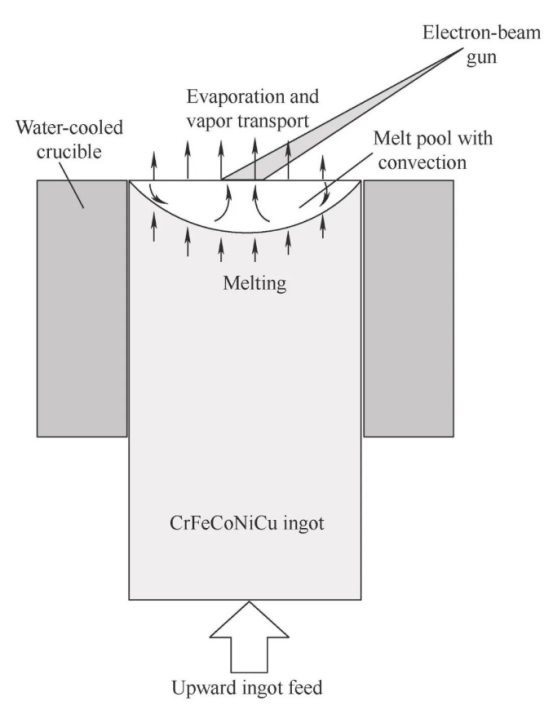
EB-PVD — это технология, которая использует электронный пучок высокой энергетической плотности для нагрева порошка покрытия в вакуумной камере и формирования расплавленной лужи на поверхности порошка для испарения керамического порошка и его осаждения на поверхность субстрата в атомном состоянии для создания теплозащитного покрытия [45], как показано на рисунке 3. Структура покрытия EB-PVD представляет собой столбчатую кристаллическую структуру, перпендикулярную матрице сплава, а покрытие и матрица в основном соединяются метрологически. Поверхность не только гладкая, но и обладает хорошей плотностью, поэтому она имеет высокую прочность соединения, термическую устойчивость и сопротивление тепловым ударам. Она主要用于 детали с жесткими условиями работы, например, лопатки ротора газовой турбины. Однако стоимость производства покрытия EB-PVD дорогая, можно производить только тонкие покрытия, и размеры деталей имеют определенные требования, поэтому она редко используется в газовых турбинах.
Оба вышеописанных процесса подготовки уже достаточно отработаны, но у каждого из них есть свои проблемы, как показано в таблице 2. В последние годы соответствующие исследователи постоянно совершенствуют и создают новые методы подготовки термобарьерных покрытий. На данный момент среди часто используемых новых методов подготовки термобарьерных покрытий наиболее выделяется технология плазменного напыления физического парофазного осаждения (PS-PVD), которая считается одной из самых перспективных и эффективных технологий подготовки термобарьерных покрытий.
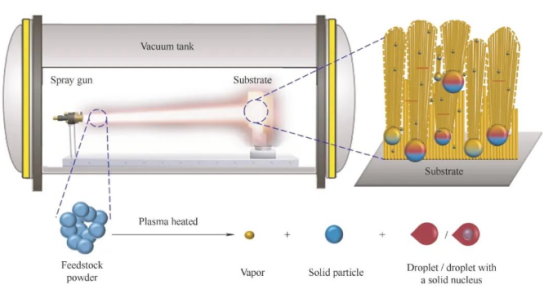
Технология PS-PVD разработана на основе низкотемпературного плазменного напыления. Структура покрытия, полученного этим методом, представляет собой пучки и столбы, а поры в покрытии многочисленны и зазоры велики, как показано на рисунке 4. Таким образом, технология PS-PVD улучшила проблему недостаточной теплоизоляции покрытия EB-PVD и плохой термической ударопрочности покрытия APS, и тепловой барьерный слой, подготовленный с использованием технологии PS-PVD, обладает высокой прочностью соединения, хорошими теплоизоляционными свойствами и хорошей термической ударопрочностью, но слабой коррозионной стойкостью и окислительной стойкостью к CMAS. На этом основании ZHANG и др. [41] предложили метод модификации теплового барьерного покрытия PS-PVD 7YSZ с помощью Al2O3. Экспериментальные результаты показывают, что окислительная стойкость и коррозионная стойкость к CMAS теплового барьерного покрытия 7YSZ, изготовленного с использованием технологии PS-PVD, могут быть повышены за счет модификации алюминированием.
 Горячие новости
Горячие новости2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Наша профессиональная команда по продажам ждет вашей консультации.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






