
Într-o anumită măsură, microstructura stratului de barieră termică nu afectează doar izolația termică, rezistența la oxidare și alte proprietăți ale stratului, ci determină și durata de viață a acestuia. Microstructura stratului de barieră termică depinde nu numai de materialul folosit, ci și de procesul de pregătire. Prin urmare, este de asemenea important să se aleagă procesul de pregătire corespunzător în funcție de diferitele cerințe de pregătire. Există multe metode de pregătire a stratelor de barieră termică, dar acestea se împart în două categorii principale: una este metoda de proiecție termică, iar cealaltă este metoda de depunere a vaporului fizic. Printre acestea, metoda de proiecție termică include în principal metoda de proiecție supersonică, metoda de proiecție plasma, metoda de proiecție cu explozie și altele. Stratul pregătit prin proiecție termică este în formă de felii. Metoda de depunere a vaporului fizic este în principal depunerea fizică a vaporului cu electroni în accelerare (EB-PVD), iar stratul pregătit este în formă de colonă. Stratul ceramic al stratului de barieră termică este adesea utilizat prin metode precum depunerea fizică a vaporului cu electroni în accelerare, proiecția plasmei atmosferice și altele. Stratul metallic de legare adoptă în principal tehnologii de proiecție termică precum proiecția plasmei atmosferice (APS), proiecția plasmei sub presiune redusă (LPPS) și proiecția flămânului supersonic (HVOF) [40]. Până acum, APS și EB-PVD sunt cele mai importante metode de pregătire a stratelor de barieră termică pentru turbinele de gaz.
APS este un fel de arc electric direct generat de pistolul de proiecție care convertește gaze precum Ar, He, N2 și altele în jeturi de plasmă, astfel încât pudra ceramică și metalică transportată de gazul portor să fie încălzită și topită rapid în particule topite sau semi-topite. Tehnologia pentru formarea unei acoperiri pe suprafața matricei de superaliant prin impactarea acesteia cu o energie cinetică mare (80 ~ 300 m/s) sub acțiunea câmpului electric [42]. Acoperirea termică pregătită folosind tehnologia APS constă din numeroase particule suprapuse, iar matricea este legată în principal mecanic la microstructura stratificată, care conține multe defecțiuni paralele matricei de aliant, cum ar fi porozi și micre crăpături (așa cum se arată în Figura 2). Cauzele formării sunt următoarele: sub condiții de temperaturi ridicate, ceramicul sau metalul se topește formând particule topite, care vor conține unele gaze ambientale, dar rata de răcire a acoperirii este foarte rapidă, ceea ce va face ca gazele solubilizate în particulele topite din procesul de depunere să nu poată precipita în timp util, formând astfel porozi; În același timp, legarea insuficientă între particulele topite va duce și la formarea de porozi și crăpături în acoperire. Prin urmare, dacă se utilizează APS pentru pregătirea acoperirilor termice de barieră, acestea au o porozitate ridicată și oferă o bună performanță de izolare termică, dar dezavantajele lor sunt toleranța insuficientă la deformare și rezistența scăzută la şocurile termici [43], fiind utilizate în principal pentru piese cu un mediu de lucru relativ bun. De asemenea, APS este ieftină în pregătire, deci poate fi aplicată pe piese mai mari.
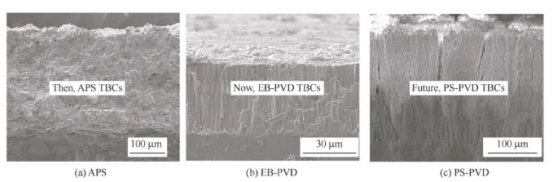
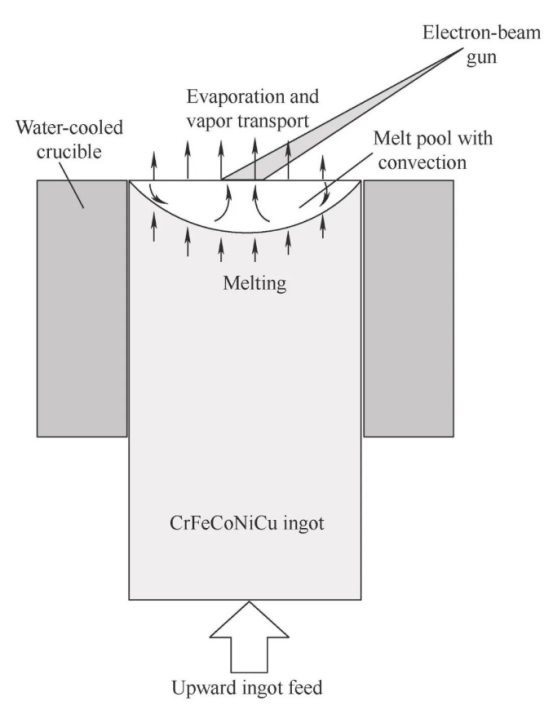
EB-PVD este o tehnologie care folosește un fascicul electronic de înaltă densitate energetică pentru a încălzi pudra de acoperire într-o cameră sub vid și a forma o bazin molten pe suprafața puderii pentru a vaporiza pudra ceramică și a o depune pe suprafața sustratului în stare atomică, formând o acoperire barieră termică [45], așa cum se arată în Figura 3. Structura acoperirii EB-PVD este o structură cristalină coloanară perpendiculară matricei de aliaj, iar acoperirea și matricea sunt legate în principal prin metalurgie. Suprafața nu este doar regulată, dar are și o bună densitate, astfel că prezintă o putere de legare ridicată, toleranță la deformare și rezistență la şoc termic. Este aplicată în principal pe componente cu un mediu de lucru greu, cum ar fi lamele rotorului turbinei de gaz. Cu toate acestea, costul de pregătire al acoperirii EB-PVD este scump, pot fi pregătite doar acoperiri subțiri, iar dimensiunile structurale ale componentelor au anumite cerințe, prin urmare este rar utilizată în turbinele de gaz.
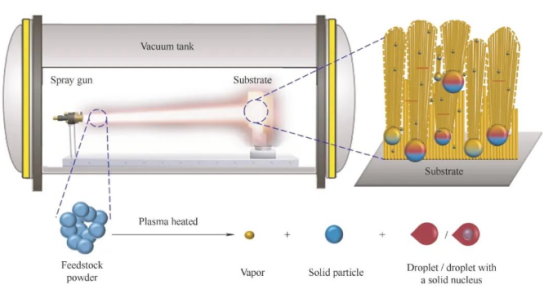
Cele două procese de pregătire menționate mai sus sunt deja foarte maturate, dar încă au propriile probleme, așa cum se arată în Tabelul 2. În ultimii ani, cercetătorii relevanți își continuă eforturile de a îmbunătăți și crea noi metode de pregătire a revestirilor termice de barieră. În prezent, printre cele mai folosite metode noi de pregătire a revestirilor termice de barieră, cea mai remarcabilă este tehnologia de depunere prin proiecție cu plasmă și depunere cu vapor fizic (PS-PVD), care este recunoscută drept una dintre cele mai promițătoare și eficiente metode de pregătire a revestirilor termice de barieră.
Tehnologia PS-PVD a fost dezvoltată pe baza proiecției cu plasmă la presiune redusă. Structura stratului pregătit prin această metodă este formată din penoare și coloane, iar porii din strat sunt numeroși și intervalele mari, așa cum se arată în Figura 4. Prin urmare, tehnologia PS-PVD a îmbunătățit problema izolării termice insuficiente a stratului EB-PVD și rezistenței slabe la şoc termic a stratului APS, iar stratul de barieră termică pregătit prin tehnologia PS-PVD are o putere de legare ridicată, performanță bună de izolare termică și rezistență bună la şoc termic, dar rezistență slabă la coroziune și oxidație CMAS. Pe această bază, ZHANG et al. [41] au propus o metodă de modificare a stratului de barieră termică PS-PVD 7YSZ cu Al2O3. Rezultatele experimentale arată că rezistența la oxidare și rezistența la coroziune CMAS a stratului de barieră termică 7YSZ pregătit prin tehnologia PS-PVD pot fi îmbunătățite prin modificarea aluminizării.
 Vestea cea mai interesantă
Vestea cea mai interesantă2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Echipa noastră profesională de vânzări așteaptă consultația dumneavoastră.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






