
Silnik lotniczy jest "sercem" samolotu i nazywany jest również "koroną przemysłu". Jego produkcja integruje wiele nowoczesnych technologii zastosowanych w przemyśle, obejmuje materiały, obróbkę mechaniczną, termodynamikę oraz inne dziedziny. W miarę jak kraje stawiają coraz wyższe wymagania co do wydajności silników, nowe konstrukcje, technologie i procesy w badaniach i zastosowaniach nadal wyznaczają szczyt współczesnego przemysłu. Jednym z kluczowych czynników poprawy stosunku ciągu do masy silnika lotniczego jest tzw. całościowe łopatkowanie dysku.

Przed powstaniem całościowego krążka z ostrami, wirnikowe łopatki silnika musiały być połączone z krążkiem przez śródkowiny, łączniki i urządzenia blokujące, ale ta struktura stopniowo przestała odpowiadać potrzebom wysokowydajnych silników lotniczych. Został zaprojektowany całoroczny krążek z ostrami, który integruje łopatki wirnika silnika z krążkiem, a obecnie stał się niezbędna strukturą dla silników o wysokim stosunku ciągu do masy. Został powszechnie wykorzystany w silnikach samolotów wojskowych i cywilnych i ma następujące zalety.
1.Utrata masy ciała :Ponieważ obręcz krążka nie wymaga obróbki, aby zainstalować język i brzeg do montażu łopatek, jej rozmiar promieniowy może zostać znacznie zmniejszony, co znacząco redukuje masę wirnika.
2.Zmniejsza liczbę części :Ponadto fakt, że dysk koła i łopatki są zintegrowane, a także redukcja urządzeń blokujących, jest ważnym powodem. Silniki lotnicze mają bardzo surowe wymagania co do niezawodności, a uproszczona struktura wirnika ma duży wpływ na poprawę niezawodności.
3. Zmniejszenie strat przepływu :Wyeliminowano straty ucieczki spowodowane przerwą w tradycyjnej metodzie połączenia, co poprawia wydajność silnika i zwiększa ciągu.
Blisk, który zmniejsza wagę i zwiększa ciąg, nie jest łatwym do uzyskania "perlem." Z jednej strony, bliski są zazwyczaj wykonane z trudnych do obróbki materiałów, takich jak stopy tytanu i wysokotemperaturowe stopy; z drugiej strony, ich łopatki są cienkie, a kształt łopatki jest złożony, co stawia ogromne wymagania technologiczne. Ponadto, gdy łopatki wirnika są uszkodzone, nie mogą być zamieniane pojedynczo, co może spowodować odrzucenie całego bliska, a technologia naprawy jest kolejnym problemem.

Obecnie istnieją trzy główne technologie produkcyjne dla całkowitych łopatek.
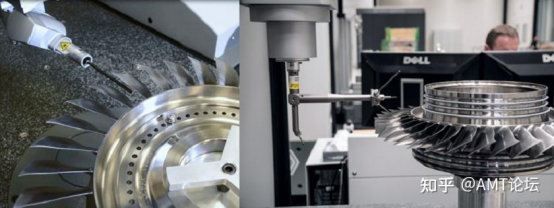
Pięciowymiarowe frezowanie CNC jest powszechnie stosowane w produkcji blisków dzięki zaletom szybkiej reakcji, wysokiej niezawodności, dobrej elastyczności obróbki i krótkiemu cyklowi przygotowań produkcyjnych. Głównymi metodami frezowania są: frezowanie bocznym, frezowanie wiercące i frezowanie cykloidalne. Kluczowymi czynnikami zapewniającymi sukces w produkcji blisków są:
Maszyny pięciowymiarowe o dobrych właściwościach dynamicznych
Zoptymalizowane profesjonalne oprogramowanie CAM
Narzędzia i wiedza aplikacyjna dedykowane do obróbki stopów tytanowych/wysoko temperaturowych

Obróbka elektrochemiczna to doskonała metoda do wycinania kanałów z dysków całkowitych łopatek silników lotniczych. Istnieje kilka technologii obróbki w obróbce elektrochemicznej, w tym obróbka elektrolityczna wałka, konturowa obróbka elektrolityczna i CNC obróbka elektrolityczna.
Ponieważ wiertzenie elektrochemiczne głównie wykorzystuje właściwość rozpuszczania się metali na anodzie w elektrolicie, część katody nie ulegnie uszkodzeniu podczas zastosowania technologii wiertzenia elektrochemicznego, a przyrząd nie będzie poddany siłom cięcia ani cieplu obróbki podczas obróbki, co zmniejsza resztowe naprężenie kanału łopatkowego silnika lotniczego po obróbce.
Ponadto, w porównaniu do frezowania pięcioosiowego, czas pracy wiertienia elektrochemicznego jest znacznie skrócony i może być stosowany w fazach obróbki grubościowej, półdośnej i dośnej. Po obróbce nie ma potrzeby ręcznego polerowania. Dlatego jest to jednym zważnych kierunków rozwoju w obróbce kanału łopatkowego całkowitego silnika lotniczego.
Ostrza są przetwarzane oddzielnie, a następnie spawane do tarczy ostrzową za pomocą spawania promieniem elektronowym, spawania tarczowego tarczowego lub spawania w próżni przez dyfuzję w stanie stałym. Zaletą jest możliwość zastosowania przy produkcji całościowych tarcz ostrzowych o różnych materiałach ostrz i tarcz.
Proces spawania ma wysokie wymagania co do jakości spawania ostrz, co bezpośrednio wpływa na wydajność i niezawodność całkowitej tarczy ostrzowej silnika lotniczego. Ponadto, ponieważ rzeczywiste kształty ostrz używanych w spawanej tarczy ostrzowej nie są zgodne, położenia ostrz po spawaniu nie są zgodne ze względu na ograniczenia dokładności spawania, a więc wymagana jest technologia adaptacyjna do wykonania personalizowanego precyzyjnego frezowania CNC dla każdego ostrza.
Ponadto, spawanie jest bardzo ważną technologią w naprawie całościowych łopatek. Wśród nich, liniowe spawanie tarcia, jako technologia spawania fazą stałą, oferuje wysoką jakość połączenia spawalnego i dobrą powtarzalność. Jest jedną z bardziej niezawodnych i godnych zaufania technologii spawania do łączenia elementów wirnikowych silników lotniczych o wysokim stosunku ciągu do masy.
1. Silnik lotniczy EJ200
Silnik lotniczy EJ200 ma łącznie 3 etapy wentylatora i 5 etapów kompresora wysokiego ciśnienia. Pojedyncze łopatki są spawane do dysku koła elektronami, tworząc całościową łopatkę kołową, która jest stosowana w 3. etapie wentylatora i 1. etapie kompresora wysokiego ciśnienia. Całościowa łopatak nie jest spawana razem z wirnikami innych etapów w celu utworzenia wieloetapowego wirnika całkowicie zintegrowanego, ale jest łączona za pomocą krótkich śrub. Ogólnie rzecz biorąc, znajdujemy się na wczesnym etapie zastosowania całościowych łopatek.
2. Turbinowy silnik F414
W silniku turboodrzutowym F414, 2. i 3. etap trójetapowego wentylatora oraz pierwsze 3 etapy siódemkowego wentylatora kompresora wysokiego ciśnienia używają całkowitych łopatek, które są przetwarzane metodami elektrochemicznych. GE opracowało również możliwą metodę naprawy. Na tej podstawie, całkowite łopatki 2. i 3. etapu wentylatora są spawane razem w celu utworzenia całkowitego wirnika, a także 1. i 2. etap kompresora są spawane razem, co dalej redukuje wagę wirnika i poprawia trwałość silnika.
W porównaniu do EJ200, F414 zrobił duży krok naprzód w zastosowaniu całkowitych łopatek.
3. Silnik F119-PW-100
Trójetapowy wentylator i sześcietapowy kompresor wysokiego ciśnienia stosują wszystkie całkowite łopatki, a łopatki 1. etapu wentylatora są puste. Puste łopatki są spawane z tarczą kołową za pomocą liniowego spawania tarciowego, tworząc całkowitą łopatkę, co zmniejsza wagę wirnika tego etapu o 32 kg.
4. Silnik BR715
W dużych silnikach cywilnych zastosowano również dysk zintegrowany z łopatkami. Silnik BR715 wykorzystuje technologię obróbki CNC o pięciu osiach do wytwarzania dysku zintegrowanego z łopatkami, który jest stosowany w kompresorze nadmuchiwacza drugiego stopnia za wentylatorem. Przednie i tylne dyski zintegrowane z łopatkami są spawane razem, tworząc całkowity wirnik. Jest on stosowany w Boeingu 717.
 Gorące Wiadomości
Gorące Wiadomości2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Nasz profesjonalny zespół sprzedaży czeka na Twoją konsultację.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






