
Do pewnego stopnia mikrostruktura warstwy izolacyjnej termicznej nie tylko wpływa na izolację termiczną, odporność na utlenianie i inne właściwości warstwy, ale również określa żywotność warstwy. Mikrostruktura warstwy izolacyjnej termicznej zależy nie tylko od materiału używanego, ale także od procesu przygotowania. Dlatego wybór odpowiedniego procesu przygotowania w zależności od różnych wymagań jest równie ważny. Istnieje wiele metod przygotowywania warstw izolacyjnych termicznych, które można podzielić na dwie główne kategorie: jedną z nich jest metoda spalania termicznego, a drugą - metoda fizycznej depozycji pary. Wśród nich metoda spalania termicznego obejmuje przede wszystkim supersonic spraying, plazmowe spalanie termiczne, wybuchowe spalanie termiczne i inne. Warstwa otrzymana przez spalanie termiczne jest płaską. Metoda fizycznej depozycji pary to przede wszystkim elektronowo-pasmowa fizyczna depozycja pary (EB-PVD), a otrzymywana warstwa jest kolumnarzowa. Warstwa ceramiczna warstwy izolacyjnej termicznej często stosowana jest za pomocą elektronowo-pasmowej fizycznej depozycji pary, plazmy atmosferycznej i innych metod. Warstwa metalowa łącząca主要用于主要用于主要用于主要用于主要用于主要用于主要用于atmosferycznego plazmowego spalania (APS), niskociśnieniowego plazmowego spalania (LPPS) oraz supersonic flame spraying (HVOF) [40]. Do tej pory APS i EB-PVD są głównymi metodami przygotowywania warstw izolacyjnych termicznych dla turbin gazowych.
APS to rodzaj prądu stałego łuku generowanego przez pistolet spalinowy, który przekształca gaz Ar, He, N2 i inne w strumień plazmy, dzięki czemu proszek ceramiczny i metalowy transportowany gazem nośnym może być szybko nagrzewany i topiony do stanu cząstek roztopionych lub półroztopionych. Technologia formowania pokrywy na powierzchni macierzy superstopów poprzez uderzenie go z dużą kinetyczną energią (80 ~ 300 m/s) pod wpływem pola elektrycznego [42]. Pokrywa termiczna przygotowana za pomocą technologii APS składa się z licznych cząstek nakładających się na siebie, a macierz jest głównie mechanicznie związana z mikrostrukturą warstwową, która zawiera wiele defektów równoległych do macierzy stopowej, takich jak porowatość i mikropęknięcia (jak pokazano na rysunku 2). Przyczyny ich powstawania są następujące: w warunkach wysokich temperatur ceramiczne lub metalowe stopnieją, tworząc cząstki roztopione, które będą zawierały pewne ilości otaczających gazów, ale szybkość chłodzenia pokrywy jest bardzo duża, co sprawia, że gaz rozpuszczony w cząstkach roztopionych w trakcie procesu osadzania nie może zdążyć wykристalizować się, a następnie powstają porowatości; W tym samym czasie niewystarczające połączenie między cząstkami roztopionymi może również prowadzić do powstawania porowatości i pęknięć w pokrywie. Dlatego jeśli APS jest stosowane do przygotowania pokryw barier termicznych, ich porowatość jest wysoka i mają one dobre właściwości izolacyjne, ale ich wady to niewystarczająca odporność na odkształcenia i słaba odporność na szok termiczny [43], a są one主要用于 dla części z względnie lepszym środowiskiem pracy. Ponadto, przygotowanie APS jest tanie, więc może być stosowane do większych elementów.
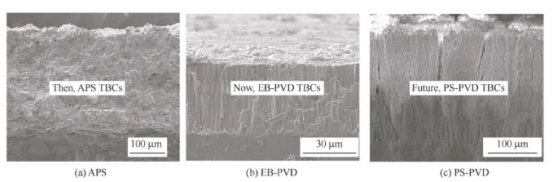
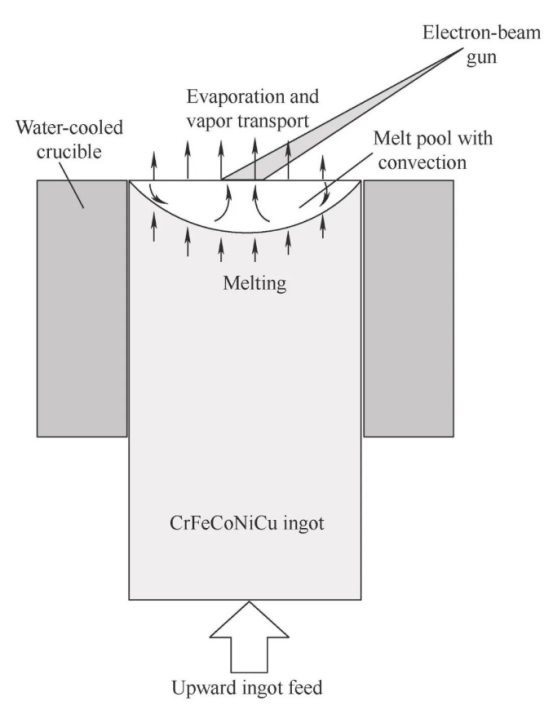
EB-PVD to technologia, która wykorzystuje elektronowy promień o wysokiej gęstości energii do nagrzewania proszku pokrywczego w komorze próżniowej, tworząc płytkę topioną na powierzchni proszku, który paruje ceramiczny proszek i osadza go na powierzchni podłoża w stanie atomowym, tworząc warstwę barierowo-cieplną [45], jak pokazano na Rysunku 3. Struktura pokrywy EB-PVD to struktura kolumnowych krystalów prostopadłych do macierzy stopowej, a pokrywa i macierz są przede wszystkim połączone poprzez metalurgię. Powierzchnia nie tylko jest gładka, ale również ma dobrą gęstość, więc charakteryzuje się wysoką wytrzymałością łącznikową, odpornością na odkształcenia i opór przeciwko szokowi termicznemu. Zastosowano ją przede wszystkim w elementach z surowym środowiskiem pracy, takich jak łopatki wirnika turbin gazowych. Jednak koszt przygotowania pokrywy EB-PVD jest drogi, można przygotować tylko cienkie pokrywy, a wymiar strukturalny części ma określone wymagania, dlatego rzadko jest stosowana w turbinach gazowych.
Oba wspomniane powyżej procesy przygotowania są już bardzo dojrzałe, ale nadal mają swoje własne problemy, jak pokazano w Tabeli 2. W ostatnich latach odpowiedni badacze nieustannie doskonalą i tworzą nowe metody przygotowywania warstw barierowych cieplnych. Obecnie wśród najczęściej stosowanych nowych metod przygotowywania warstw barierowych cieplnych najbardziej wyróżnia się technologia fizycznej depozycji pary z plazmowego spalania (PS-PVD), która jest uznawana za jedną z najbardziej obiecujących i skutecznych metod przygotowywania warstw barierowych cieplnych.
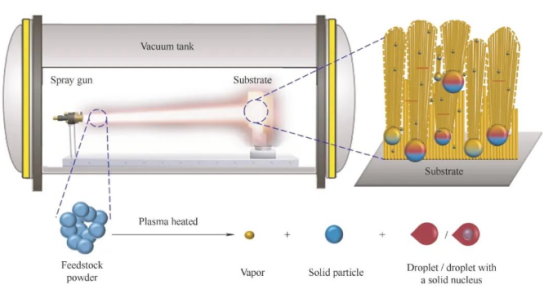
Technologia PS-PVD została opracowana na podstawie niskociśnieniowego spalania plazmy. Struktura warstwy przygotowanej tą metodą składa się z puchów i kolumn, a porowatość warstwy jest liczna oraz przerwy są duże, jak pokazano na rysunku 4. Dlatego technologia PS-PVD rozwiązuje problem niewystarczającej izolacji cieplnej warstwy EB-PVD oraz słabej odporności na szok termiczny warstwy APS. Warstwa barierowa przygotowana za pomocą technologii PS-PVD charakteryzuje się wysoką wytrzymałością łączenia, dobrą izolacją cieplną i dobrą odpornością na szok termiczny, ale słabą odpornością na korozyję i utlenianie CMAS. Na tej podstawie ZHANG i inni [41] zaproponowali metodę modyfikacji warstwy barierowej PS-PVD 7YSZ za pomocą Al2O3. Wyniki eksperymentów wskazują, że modyfikacja aluminizacyjna może zwiększyć odporność na utlenianie i odporność na korozyję CMAS warstwy barierowej 7YSZ przygotowanej za pomocą technologii PS-PVD.
 Gorące Wiadomości
Gorące Wiadomości2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Nasz profesjonalny zespół sprzedaży czeka na Twoją konsultację.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






