
Lennukimootor on lennuki "süda" ning teda nimetatakse ka "tööstuse kruunijahemaks". Selle tootmine hõlmab mitmeid tipp-tehnoloogiaid tänapäevases tööstuses, sealhulgas materjalide, masinlase töötlemise, termodünaamika ja muude valdkondade teadmisi. Kuna riigid nõuavad mootorite jõudlustest üha enam, on uute struktuuride, tehnoloogiate ja protsesside arendamine ja rakendamine jätkuvalt väljakutseks tänapäevasel tööstusel. Üks olulisemaid tegureid lennukimootori võimsuskaalu suurendamisel on tera-kett.

Enne tervisele kuuluvate lehe ketta ilmumist peati mootori rotorlehed ühendama rattakettaga läbi köögivahendid, köögikad ja lukustusseadmed, kuid see struktuur ei suutnud enam rahuldada kõrge jõudlusega lendekonna vajadusi. Tervisele kuuluvad lehed, mis integreerivad mootori rotorlehed ja rattaketta, on nüüd muutunud oluliseks struktuuriks kõrge jõudluse/kaalosuhte omavate mootorite jaoks ning need on laialdaselt kasutuses sõjaväe ja kodukaupade lennukimootorites ning neil on järgmised eelised.
1.Kaalu langus :Kuna rattaketta serva pole vaja töödelda keele ja köögikanna paigaldamiseks, saab serva raadiusa mõõt suurelt määral vähendada, mis vähendab oluliselt rotorit massi.
2.Vähendab osade arvu :Lisaks sellele, et rattaplaat ja ratas on integreeritud, on ka lukustamismeetodite vähendamine oluline põhjus. Lennukimootoritel on äärmiselt rangead nõuded usaldusväärsuse poolest, ning lihtsustatud rotorstruktuur mängib suurt rolli usaldusväärsuse parandamisel.
3.Vähenda õhuvoolu kaotust :Traditsioonilise ühendusviisi reegli tõttu tekkinud paenemiskaotus on eemaldatud, mis parandab mootori effektiivsust ja suurendab vedujõudu.
Blisk, mis vähendab kaalu ja suurendab vedujõudu, ei ole lihtne "pearl" saada. Ühest küljest on bliskid enamasti valmistatud raske töödeldavatest materjalidest, nagu titaaniline ja kõrgtemperatuuriline ligi; teisalt on nende ratasid tiped ja ratase kujundus keeruline, mis paneb tootmistechnoloogiale äärmiselt kõrgete nõuete ees. Lisaks võib rotorratasi kahjustuse korral eraldi asendada, mis võib põhjustada bliski katsumise ja parandustehte on teine probleem.

Praegu on täislapade tootmiseks kolm peamist tehnoloogiat.
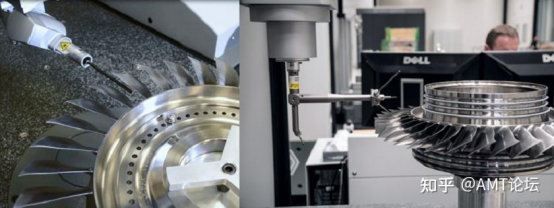
Viiekseles CNC-millimine kasutatakse ulatuslikult bliskide tootmisel, sest see pakub kiire reageerimise, kõrge usaldusväärsuse, hea töötlemise joustlikkuse ja lühikese tootetöö ettevalmistamise perioodi eeliseid. Põhjalikud millimismeetodid hõlmavad külgmillimist, vertikaalset millimist ja tsüklomillimist. Edu tagamiseks on olulised tegurid järgmised:
Viiekselesed masinad, mis omavad head dünaamilisi omadusi
Optimeeritud spetsiaalne CAM-tarkvara
Tööriistad ja rakendusteadmine, mida kasutatakse tiivakaiumi/kõrgtemperatuuri liitmete töötlemiseks

Elektrokemiline töötlemine on suurepärane meetod lennukimootorite täislapade kanalite töötlemiseks. Elektrokemilises töötlemises on mitu tehnikat, sealhulgas elektroliitse tubatöötlemise, kontuurielectrolyysi ja CNC-elektrolyysitöötlemist.
Kuna elektrokemiline töötlemine kasutab peamiselt metali dissolventset omadust anoodil elektrolüüsivoolus, ei kahjusta katoodosa elektrokemilise töötlemise tehnoloogia rakendamisel ja töövõttele ei mõjuta töötlemise ajal lõigusilta ega töötlemise sooja energiat jne, mis vähendab jääkvälistressi lendekonna integraalse lehtede kanalis pärast töötlemist.
Lisaks on elektrokemilise töötlemise töötundide arv võrreldes viieakselise millerimisega oluliselt väiksem ning sellel saab kasutada rohke töötlemise, poolvalmistamise ja valmistamise etappidel. Pärast töötlemist pole vajadust käsitsi poliirida. Seega on see üks olulisemaid arengusuunasid lendekonna integraalsete lehtede kanali töötlemisel.
Ladad töötlevad eraldi, pärast seda liidetakse need ladade kettaga elektronkiiliga, lineaarsete ribate kitsendite või vakuumis toimuvate kiudvõimega sidemise abil. Eelis on see, et seda saab kasutada terviklike ladaketta valmistamiseks, kus lada ja ketas materjalid ei ole ühesugused.
Sidemise protsessile on määratud kõrgeid nõudeid lade sidemise kvaliteedi suhtes, mis otse mõjutab funktsionaalsust ja usaldusväärsust kogu lendekonna ladaketta suhtes lennukimootoris. Lisaks sellele ei ole tegelikke kujuvariante, mida kasutatakse sidetud ladaketta lades, ühesugused, seega ei kattu lade asendid sidemise täpsuse piirangute tõttu, mistõttu on vaja rakendada adapteerivat töötlemistehnoloogiat, et teostada igale ladale personaalne täpne CNC riivamine.
Lisaks on spetsiaalne vürtsimine oluline tehnoloogia terviselehtade parandamisel. Neist on lineaarfriksioonvürtsimine, mis on peegeldusfase vürtsimistehtechnoloogia, mis pakub kõrget vürtsimispunktide kvaliteeti ja hea taastatavust. See on üks usaldusväärsematest ja usaldatavamatest vürtsimistehtechnoloogiadest, mis kasutatakse lennukimootori rotorkomponendite vürtsimiseks suure mõju/kaka suhega.
1. EJ200 lennukimootor
EJ200 lennukimootoris on kokku 3 fani ja 5 kõrgpargi kompressorit. Ühiklehed vürtsitakse elektronkiiluga rattadiskile, moodustades terviselehe-diska, mis kasutatakse kolmandal fani ja esimesel kõrgpargi kompressoriga. Terviselehed-diskid ei ole vürtsitud kokku teiste pargide rotoritega mitmepargi terviselehe-rotorina, vaid neid ühendatakse lühikeste boltidega. Üldiselt võib öelda, et see on terviselehed-diskide rakendamise algune staadium.
2. F414 turbokondensaator
F414 turbofani mootoris kasutavad kolme saaga fani 2. ja 3. saaged ning seitsmenda saaga kõrgepinge kompressori esimesed kolm saadet integraalseid lehti, mida töödeldakse elektrokemiliste meetodite abil. GE on arendanud ka võimaliku parandusmeetodi. Selle alusel liitetakse fani 2. ja 3. saade integraalsed lehed kokku üheks terviklikuks rotoriks ning kompressori esimene ja teine saade samuti, mis vähendab rohkemini rotoripaindlikkust ja suurendab mootori kestet.
Võrreldes EJ200-ga, on F414 tegelenud suure sammu edasi integraalsete lehtede rakendamisel.
3. F119-PW-100 mootor
Kolme saaga fani ja kuue saaga kõrgepinge kompressor kasutavad kõik integraalseid lehti, kusjuures esimese saaga fani lehed on tühi. Tühi lehed liidetakse rattaplaatiga sirglise liitlihmusega, moodustades integraalse lehe, mis vähendab selle saje rotoripaindlikkust 32 kg võrra.
4. BR715 mootor
Suurtes siviilsektorisse kuuluvates mootoriges on ka tera-integreeritud lehtkroon kasutatud. BR715 mootor kasutab viie-akselise CNC-millimiste tehnoloogiat integreeritud lehtkrooni töötlemiseks, mis on kasutusel teises türbiini suurendajas pärast fani, ja ees- ja tagaosa integreeritud lehtkroonid on koos viilutatud ühekohalise rotorina. Seda kasutatakse Boeing 717-l.
 Külm uudised
Külm uudised2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Meie professionaalne müügimeeskond ootab teie konsultatsiooni.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






