
Mõnes mõttes mõjutab lämmastikupuhvri mikrostruktuur mitte ainult puhvri eraldusomadusi,oksüdaasivastust ja muud omadused, vaid ka otsustab puhvri eluaja. Lämmastikupuhvri mikrostruktuur sõltub mitte ainult kasutatavast materjalist, vaid ka valmistamisprotsessist. Seega on oluline valida sobiv valmistamismeetod erinevate nõuete alusel. Lämmastikupuhvrite valmistamiseks on palju meetodeid, kuid need jagunevad peamiselt kaheks kategooriaks: esimene on termilise pritsimise meetod ja teine füüsikaline parempargasedimentatsioon (PVD). Termilise pritsimise meetod hõlmab peamiselt ülehelgset pritsimist, plasmapritsimist ja rööplahtrit pritsimist jne. Termilise pritsimisega valmistatud puhver on lehtlinnulised. Füüsikaline parempargasedimentatsioon koosneb peamiselt elektronipargafüüsikalise parempargasedimentatsiooni (EB-PVD) meetodist ning valmistatud puhver on veerelinnuline. Lämmastikupuhvrite keramikakihise osa valmistatakse sageli elektronipargafüüsikalise parempargasedimentatsiooniga, atmosfäärse plasmapritsimisega ja muude meetoditega. Metallsidekikis kasutatakse peamiselt termilisi pritsimistehteoloogiaid nagu atmosfäärse plasmapritsimise (APS), madalaplaasmapritsimise (LPPS) ja ülehelgse tulepritsimise (HVOF) [40]. Kuni tänapäevani on APS ja EB-PVD peamised meetodid gaasiturbiinide lämmastikupuhvrite valmistamiseks.
APS on liigitüüpi direktsel voolul põhinev kaar, mida spraagi punases toodetakse, et teisendada Ar, He, N2 ja muud gaasid plasmajooksuks, nii et keramikupulb ja metallipulb, mida kannatab käijaga, kiirelt lämmastatakse ja pool-lämmastatakse molteni või pool-molteni osadeks. Tehnoloogia, mis loob peite superliitmete pinnale, mõjutades seda suure kinemaatilise energiaga (80 ~ 300 m/s) elektrivälja mõju all [42]. APS-tehnoloogiaga valmistatud kuumepargipeite koosneb paljudest osadest, mis on omavahel kihiti üksteise kohal, ja maatriks on peamiselt mehaaniliselt sidunud lehtmelise mikrostruktuuri, mis sisaldab mitmeid puudusi, mis on paralleelsed liitmeha maatriksiga, nagu poreid ja mikrosiiki (näha joonisel 2). Põhjused selle moodustumisele on järgmised: kõrgetemperatuursetes tingimustes lammastub keramiik või metall molteni osadeks, mis sisaldavad mõnda ümbritseva gaasi osa, kuid peite jahutuskiirus on väga kiire, mis ei laska gaasi ajal molteni osade depositsiooni ajal ajakohastult ekstremeeruda ning seejärel tekib poreid; Samal ajal võib molteni osade ebapiisav sidus kaoksides ja siikides peite sees tekke põhjustada. Seega, kui kasutatakse APS-i kuumepargipeetide valmistamiseks, on selle poroossus kõrge ja see omab hea termilist isolatsiooniomadust, kuid tema ebalääsused on piisavalt väikesed strainitolerants ja halb termilise šokki vastuvõime [43], ja seda kasutatakse peamiselt relatiivselt hea töötamistingimuste juures olevate komponentide jaoks. Lisaks on APS-i valmistamine odav, seega saab seda rakendada suurematele komponentidele.
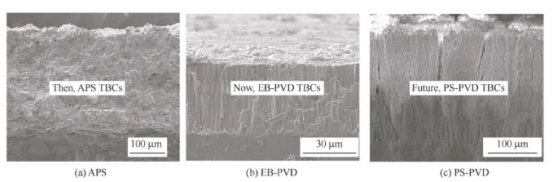
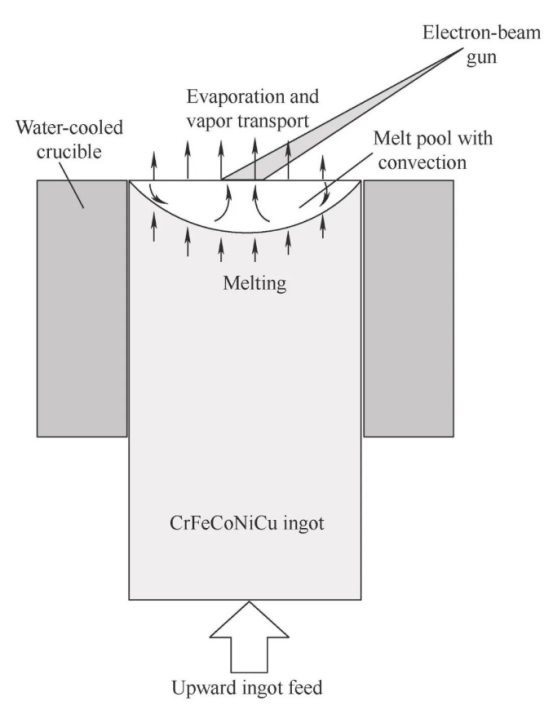
EB-PVD on tehnoloogia, mis kasutab suure energiatihedusega elektronkihi koormepulbri soojendamiseks vakuumikameras ja vormib selle pinnal pooltähendava keramiapulbri, et vaporiseerida keramiapulber ja deponeerida see alusmaterjali pinna atomaarsete osade kujul, moodustades termilise takistuskatse [45], nagu näidatakse joonisel 3. EB-PVD katse struktuur on veergne kristallstruktuur, mis on vertikaalselt seotud ligipärastega. Katse ja ligipärastega siduvad peamiselt metallurgiliselt. Pind ei ole ainult tasapindlik, vaid ka hea tihe, nii et see omab suurt siduvust, pikkustolerantsi ja termilise šokki vastupidust. Seda rakendatakse peamiselt komponentidele, millel on raske töötuskeskkond, nagu gaasiturbini rotorlauad. Kuid EB-PVD katse valmistamiskulu on kallis, võimaldab valmistada ainult tippsideseid katseid ning komponentide struktuuri suurusele kehtivad kindlad nõuded, nii et seda kasutatakse harva gaasiturbini puhul.
Mõlemad järjekorras olevad ettevalmistamisprotsessid on juba väga arenenud, kuid endiselt on omi probleeme, nagu näidatakse Tabelis 2. Viimastel aastatel püüavad seotud uuringute tegevused pidevalt neid parandada ja loovad uusi termobarjääride ettevalmistamise meetodeid. Praegu on tuntud uute termibaarjaate ettevalmistamise meetodite hulgas peaaegu kõige esilekutsuvaks plasma spütserdamise füüsikaline parempoolne deponeerimistechnoloogia (PS-PVD), mida peetakse üheks promiivsusest ja tõhusamatest termibaarjaate ettevalmistamise meetoditest.
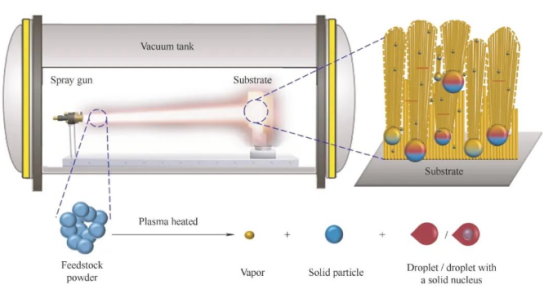
PS-PVD tehnoloogia on arendatud madalapõhise plasmaežaktsiooni alusel. Selle meetodi abil valmistatud kaetuse struktuur koosneb lumemändadest ja veergudest, ning kaetuses olevad pordid on hulgalised ning nende vahed suured, nagu näidatakse joonisel 4. Seega on PS-PVD tehnoloogia parandanud EB-PVD kaetuse piisava termoisoleerimise puudust ja APS kaetuse halba termoshokki vastuvõtmist, ning PS-PVD tehnoloogiaga valmistatud termihävitav kaetus omab kõrget sidumisjõudu, hea termoisoleerimise omadusi ja head termishoone vastuvõtlikkust, kuid CMAS-i korrosioonivastutust jaoksieerituse vastuvõtmist on ebapiisav. Sellel alusel esitas ZHANG et al. [41] meetod PS-PVD 7YSZ termihävitava kaetuse muundamiseks Al2O3-ga. Eksperimentaalsetest tulemustest selgub, et PS-PVD tehnoloogiaga valmistatud 7YSZ termihävitava kaetuse oksideerimisvastuvõtlikkus ja CMAS korrosioonivastuvõtlikkus võib tugevdada alumineerimise muundamisega.
 Külm uudised
Külm uudised2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Meie professionaalne müügimeeskond ootab teie konsultatsiooni.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






