Turbine kabuğu, gaz türbininin çekirdek sıcak uç bileşenimdir, onun araştırılması ve geliştirilmesi ve üretim bir ülkenin endüstrisinin geliştirmek ölçeği ve teknik seviyesinin önemli bir yansımasıdır. Gaz türbini kabuğu hazırlama teknolojisi konusundaki son araştırmalar ele alınmaktadır. Araştırma grubunun çalışmaları temel alındığında, gaz türbini kılıçları doğrultulu katılaşım alanındaki araştırma ilerlemeleri tanıtılmış ve odaklanma yönü belirtilmiştir.
1 Doğrultulu Katılaşma Teknolojisi
Yönlü katılaşım teknolojisi, katılaşma süreci sırasında zorlu ortamla belirli bir yönde sıcaklık gradiyatı oluşturarak, katılaşmanın belirli bir yönde ilerlemesini sağlayacak şekilde bir teknolojidir. Bir metalin katılaşma sürecinde, katılan bölüm ile henüz katılmamış erime arasında belirli bir yönde sıcaklık gradiyenti bulunur ve bu da metali ısı iletimine karşıt yönde katılaşmasına neden olur. Yönlü katılaşım teknolojisi kullanılarak, belirli bir yönelime sahip sütunlu veya tek kristal elde edilebilir ve sütunlu veya tek kristal bıçak hazırlanabilir ve performansı önemli ölçüde artırılabilir.
1960'ların sonunda, Versnyder ve diğerleri, direksiyonel katılaşım teknolojisini süperalasherlerin üretiminde uygulamışlardır. Bu, katılaşma yapısının kristal yönelimini daha iyi kontrol etmeyi, yatay kristal sınırını ortadan kaldırmayı ve süperalasherlerin mekanik özelliklerini büyük ölçüde artırmayı sağlamıştır. Direksiyonel katılaşma teknolojisi, on yıllarca araştırmadan sonra, salınım tozu (EP) yöntemi, güç düşüşü (PD) yöntemi, yüksek oranlı katılaşma (HRS) yöntemi ve LMC gibi geleneksel teknikler geliştirilmiştir [12]. Şu anda, yüksek hızlı katılaşma yöntemi ve sıvı metal soğutma yöntemi yaygın olarak kullanılmaktadır.
1.1 Yüksek hızlı katılaşma yöntemi
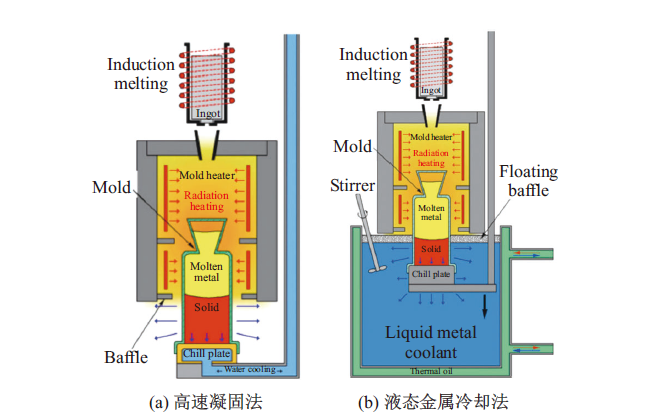
Yüksek hızda katılaşma yöntemi, döküm parçalarının yüksek sıcaklık bölgesinden uzaklaşarak tek yönlü katılaşmasını sağlamak için bir yönde sürekli hareket etmelerini sağlar. Bu yöntem, katılaşma sürecinde sıcaklık gradiyatının yavaş yavaş azalmasından kaynaklanan sorunu giderir. Yüksek hızda katılaşma yönteminin prensibi Şekil 1(a) da gösterilmiştir. Fırının dibinde adiabatik bir perde bulunur ve bu perdenin üzerinde dökümün biraz daha büyük bir açıq bırakılır. Fırının içi sürekli ısıtılır. Metalin katılaşması sırasında kabuk yavaşça aşağı çekilir, böylece dışarıya çıkan metalin kısmı soğumaya ve katılaşmaya başlarken, fırın içindeki eriyik metal hâlâ ısınılmış bir durumdadır; bu da eksenel bir sıcaklık gradiyatı oluşturur. Yüksek hızda katılaşma yöntemi, stabil ve yüksek bir sıcaklık gradiyatı ile soğuma oranı sunar ve uzun sütunlu kristaller ve ince yapı elde edilmesini sağlar, bu da dökümlerin mekanik özelliklerini önemli ölçüde artırır ancak bu yöntemin sıcaklık gradiyatı yine yetersiz kalabilir ve kalın ve büyük dökümlerin yönlü katılaşmasında leke ve katıksızlık gibi döküm kusurlarına karşı hassasiyet gösterebilir.

 TR
TR
 EN
EN AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 AF
AF
 MS
MS
 GA
GA
 IS
IS







 Sıcak Haberler
Sıcak Haberler