
Motorski motor je "srce" letelice i takođe se poznaje kao "kruna industrije". Njegovo proizvodnja integrira mnoge vrhunske tehnologije moderne industrije, uključujući materijale, mehaničku obradu, termodinamiku i druge oblasti. Kako zemlje postavljaju sve više zahteva prema performansama motora, nove strukture, nove tehnologije i nove procese u istraživanju i primeni su još uvijek stalno izazivaju vrhunac moderne industrije. Jedan od važnih činilaca za poboljšanje odnosa jačine na težinu motorskih motora jeste cjeloviti list-disk.

Pre pojavljanja integriranog lopastičkog diska, rotor lopatica motora su morali da se povežu sa diskom kroz šipove, šipasta režanja i zaključne uređaje, ali je ta struktura postepeno prestajala da ispunjava zahteve visokoproduktivnih avionskih motora. Projekat integriranog lopastičkog diska koji integruje rotor lopatica motora i disk je sada postao neophodna struktura za motoare sa visokim omjerom potiska težine. Već se široko koristi u vojnim i građanskim avionskim motorima i ima sledeće prednosti.
1.Губљење тежине :Kako oba rubova diska više nije potrebno mašinsko obraditi kako bi se instalirale šipaste režanja za montiranje lopaca, njihov radialni dimenzija može biti znatno smanjen, time se značajno smanjuje masa rotora.
2.Smanjuje broj delova :Pored činjenice da je kotačni disk i lopatike integrisani, smanjivanje zaključnih uređaja je takođe važan razlog. Avionskim motorima se stavlja izuzetno stroga zahteva na pouzdanost, a pojednostavljen rotor omogućava veliku ulogu u poboljšanju pouzdanosti.
3.Smanjuje gubitke protoka vazduha :Uklonjen je gubitički izgubljeni protok uzrokovan prazninom tradicionalnog načina spajanja, što povećava efikasnost motora i povećava potisak.
Blisk koji smanjuje težinu i povećava potisak nije lako dobiti "perlu". S jedne strane, blisk uglavnom se čini od teško obradivih materijala kao što su titan alijansi i visoko temperaturne alijanse; s druge strane, njegove lopaticе su tanke i oblik lopatica je kompleksan, što stavlja izuzetno visoke zahteve na tehnologiju proizvodnje. Pored toga, kada su rotor lopaticе oštećene, one se ne mogu zameniti po jednoj, što može da uzrokuje da se blisk odbaci, a tehnologija popravke je još jedan problem.

U trenutku postoje tri glavne tehnologije za proizvodnju cjelovitih lopatica.
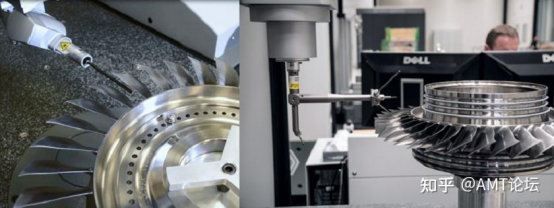
Petosmerno CNC frizovanje široko se koristi u proizvodnji bliskova zbog prednosti brze odzivljivosti, visoke pouzdanosti, dobre fleksibilnosti obrade i kratkog ciklusa pripreme proizvodnje. Glavne metode frizovanja uključuju bočno frizovanje, uspravno frizovanje i cikloidalno frizovanje. Ključni činioci koji osiguravaju uspeh bliskova uključuju:
Petosmerna strojila sa dobrim dinamičkim karakteristikama
Optimizirano profesionalno CAM softver
Alati i primenjeno znanje posvećeno obradi titanijum alija/visokotemperaturnih alija

Elektrohimijačka obrada je odličan način za obradu kanala cjelovitih diskova lopatica avijskih motora. Postoji nekoliko tehnologija obrade u elektrohimijačkoj obradi, uključujući elektrolitsko ronjenje, kontur elektrolitske obrade i CNC elektrolitske obrade.
Pošto elektrokemijsko frodženje glavnо iskorišćava svojstvo disolvanja metala na anodu u elektrolitu, pri primeni ovog postupka katoda neće biti oštećena, a radna komponenta neće biti uticajno podležna sile reza, toplini obrade i slicnim faktorima tijekom obrade, što smanjuje preostalu napetost cijelog kanala lopatica aviokombinata nakon obrade.
Pored toga, u usporedbi sa peto-osnom frezovanjem, radno vreme za elektrokemijsko frodženje je znatno skraćeno, a može se koristiti u fazama grubog obradivanja, poluobležavanja i finalne obrade. Nakon obrade, nema potrebe za ručnim ciljanjem. Zbog toga, jedan od ključnih smjerova razvoja obrade cijelog kanala lopatica aviokombinata jeste upravo ovaj postupak.
Lopatica se obrađuje posebno, a zatim se svaruje na disk lopatica elektronnim zrakom, linearnom trenjskom svarivanjem ili vakuum difuzijskim svarivanjem u čvrstom stanju. Prednost je što se može koristiti za proizvodnju cjelovitih lopatickih diska sa nekonzistentnim materijalima lopatica i diska.
Proces svarivanja stavlja visoke zahteve na kvalitet svarivanja lopatica, što direktno utiče na performanse i pouzdanost celog lopatickog diska avionskog motora. Takođe, kako su stvarne oblike lopatica koje se koriste u svarivanim lopatickim diskovima nekonzistentni, pozicije lopatica nakon svarivanja nisu konzistentne iz razloga ograničenja preciznosti svarivanja, pa je potrebna adaptivna tehnologija za izvršavanje personalizovanog preciznog CNC režanja za svaku lopaticu.
Pored toga, savijanje je vrlo važna tehnologija u popravci integralnih lopatica. Među njima, linearno trenje savijanja, kao čvrstofazna tehnologija savijanja, ima visoku kvalitetu savijanja i dobru reprodukciju. To je jedna od pouzdanijih i povjerenijih tehnologija savijanja za savijanje komponenti rotorova leteljskog motora s velikim omjerom potiska i težine.
1. EJ200 leteljski motor
EJ200 leteljski motor ima ukupno 3 stupnja ventilatora i 5 stupnjeva visokoprilogovog kompresora. Jedinice lopatica su savijane na kotulu zracnim zrakom kako bi se formirala integralna lopatica, koja se koristi u trećem stupnju ventilatora i prvim stupnju visokoprilogovog kompresora. Integralna lopatica nije savijana zajedno s rotorima drugih stupnjeva da bi se formirao višestupni integralni rotor, već je povezana kratkim šrafbolcima. Općenito govoreći, nalazi se u ranom stadiju primjene integralnih lopatica.
2. F414 turboventilatorski motor
U F414 turboventilskom motoru, 2. i 3. fazovi trofaznog ventila i prve 3 faze sedmofaznog visokotlakog kompresora koriste integrirane listove, koji se obrađuju elektrohimijom. GE je takođe razvila primenljivu metodu popravke. Na osnovu toga, integrirani listovi 2. i 3. faze ventila su spojeni zajedno da bi formirali integralni rotor, a 1. i 2. faza kompresora su takođe spojene, što dalje smanjuje težinu rotora i poboljšava trajnost motora.
U poređenju sa EJ200, F414 je učinio veliki korak napred u primeni integriranih listova.
3. F119-PW-100 motor
Trofazni ventil i šestofazni visokotlaki kompresor koriste sve integrirane listove, a listovi prvog reda ventila su praznini. Praznine liste su spajene na kotač disc kroz linearno trenje spajanja kako bi se formirao integralni list, što smanjuje težinu rotora ove faze za 32kg.
4. BR715 motor
U velikim građanskim motorima takođe se koristi integrirani disk sa žičastim listovima. Motor BR715 koristi peto-osnu CNC režbu za obradu integriranog listasto-disnog rotora, koji se koristi na kompresoru drugog stupa posle ventila, a prednji i zadnji integrirani listasti disk su spajeni dimenzioniranim varivačnim spojevima da bi se formirao integralni rotor. Koristi se na Boeing 717.
 Veste vruće
Veste vruće2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Naš profesionalni prodajni tim čeka na vašu konsultaciju.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






