
Do određene mere, mikrostruktura toplinske barijerske omotnje ne utiče samo na termičku izolaciju, otpornost na oksidaciju i druge osobine omotnje, već takođe određuje životni vek omotnje. Mikrostruktura toplinske barijerske omotnje zavisi ne samo od materijala koji se koristi, već i od procesa pripreme. Zbog toga je važno da se izabere odgovarajući proces pripreme prema različitim zahtevima. Postoji mnogo načina za pripremu toplinskih barijerskih omotnji, ali se oni uglavnom dele na dve kategorije: jedna je terminska špricanja, a druga je fizikalna parna deponiranja. Među tim, metoda termitskog špricanja uključuje uglavnom hipersoničko špricanje, plazmensko špricanje, eksplozivno špricanje i slično. Omotnja pripremljena termitskim špricanjem je listovita. Fizikalno parno deponiranje uglavnom obuhvata elektronski zrak fizikalnog parnog deponiranja (EB-PVD), a pripremljena omotnja je stubasta. Keramički sloj toplinske barijerske omotnje često se koristi metodom elektronskog zraka fizikalnog parnog deponiranja, atmosferskog plazmenskog špricanja i drugim metodama. Metalo-lovi sloj uglavnom koristi tehnologije termitskog špricanja kao što su atmosfersko plazmensko špricanje (APS), niskopritisno plazmensko špricanje (LPPS) i hipersoničko flamsko špricanje (HVOF) [40]. Do danas, APS i EB-PVD su glavne metode za pripremu toplinskih barijerskih omotnji za gasne turbine.
APS je vrsta direktnog struja ark generisan spraj kretalom kako bi se pretvorio Ar, He, N2 i druge plinove u plazamske struje, tako da se keramični prah i metalni prah prevozjeni nosačnim plinom mogu brzo zagrejati i topiti u toplinsku ili polu-toplinsku česticu. Tehnologija za formiranje obloga na površini matrice superalija pomoću udara velikim kinetičkim energijama (80 ~ 300 m/s) pod dejstvom električnog polja [42]. Termički barijerski oblog pripremljen APS tehnikom sastoji se od brojnih međusobno složenih čestica, a matrica je uglavnom mehanički vezana za laminarnu mikrostrukturu, koja sadrži mnoge defektnosti paralelne alijanskoj matrici, kao što su pori i mikropresjeki (kao što je prikazano na slici 2). Razlozi za njihovo formiranje su sledeći: u visokotemperaturnim uslovima, keramika ili metal će topiti i formirati topline čestice, koje će sadržati neke okolišne plinove, ali je hladnjak obloga veoma brz, što će uzrokovati da plin disolviran u topline česticama tijekom depositivnog procesa ne može vremenski isključiti, a zatim formira pori; Istovremeno, nedovoljna vezivanja između topline čestica takođe će uzrokovati formiranje pori i presjeka u oblogu. Stoga, ako se koristi APS za pripremu termičkih barijerskih obloga, njegova poroznost je visoka i ima dobru termičku izolacionu performansu, ali su njegovi nedostaci nedovoljna tolerancija deformacije i loša otpornost na termičke šokove [43], a primjenjuje se uglavnom za dijelove sa relativno boljim radnim okruženjem. Pored toga, priprema APS je jeftina, pa se može primijeniti na veće dijelove.
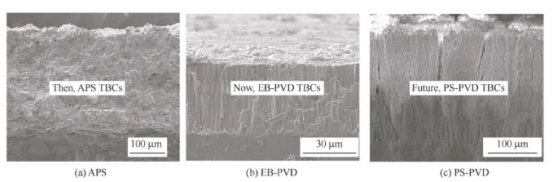
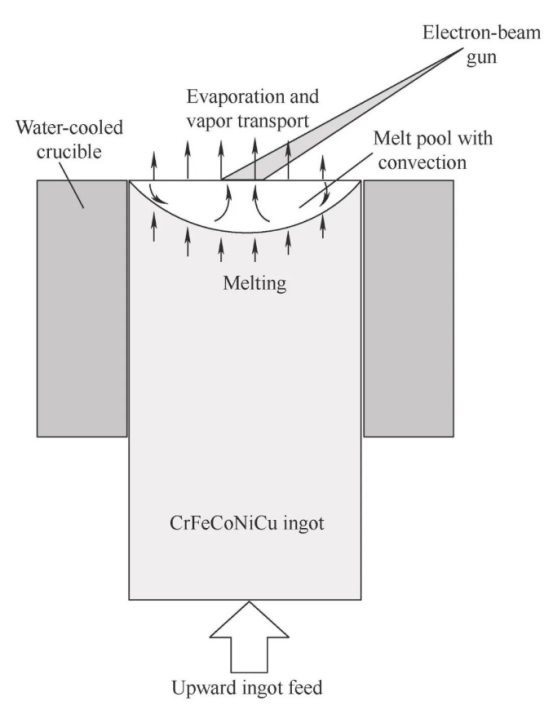
EB-PVD je tehnologija koja koristi elektronski zrak visoke energije da zagreje prašanu slojevinu u vakuum kameri i formira toplo bazen na površini prašane kako bi se keramička prašina otpustila u par i odbacila na površinu podloga u atomskom stanju, formirajući toplinsku barijersku slojevicu [45], kao što je prikazano na slici 3. Struktura EB-PVD slojevice je stupčasta kristalna struktura uspravna prema aluminijumskoj matrici, a slojevica i matrica su glavno vezane metalurgijskim spojem. Površina nije samo glatka, već ima i dobru gustinu, pa tako poseduje visoku snagu veze, toleranciju deformacije i otpornost na topline šokove. Primarno se primenjuje na delove sa ekstremnim radnim uslovima, kao što su rotorski lopati gasne turbine. Međutim, priprema EB-PVD slojevice je skupa, moguće je pripremiti samo tanke slojevice, a strukturne dimenzije delova imaju određene zahteve, pa se retko koristi u gasnim turbinama.
Dva navedena procesa pripreme su postala vrlo savršena, ali ipak imaju svoje probleme, kao što je prikazano u Tabeli 2. U poslednjih godina, relevantni istraživači neprestano unapređuju i stvaraju nove metode pripreme termičkih barjera. Trenutno, među često korišćenim novim metodama pripreme termičkih barjera, najizrazitija je tehnologija plazmenskog prskanja fizičkog vapornog odlaganja (PS-PVD), koja se široko smatra jednom od najobecanjivijih i efikasnih metoda za pripremu termičkih barjera.
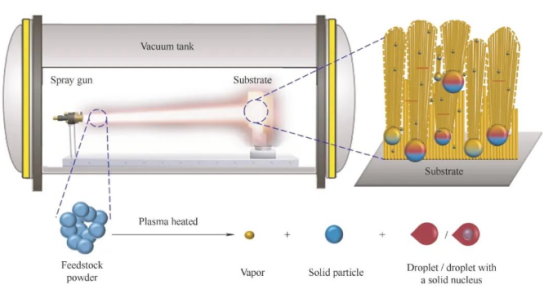
Технологија ПС-ПВД је развијена на основу плазменог спрскивања низким притиском. Структура покривача припремљена овом методом је са перушицама и колонама, а пори у покривачу су бројне и велике су њихове размакнине, као што је приказано на Слици 4. Због тога, ПС-ПВД технологија је побољшала проблем недостатно термичког изолацијског ефекта ЕБ-ПВД покривача и лоше резистенције термичког удара АПС покривача, а термички барјерни покривач припремљен ПС-ПВД технологијом има високу везну јачину, добру термичку изолацију и добру резистенцију термичког удара, али лошу корозиону резистенцију и оксидацијску резистенцију пред CMAS. На овој основи, ЗХАНГ и сарадници [41] су предложили метод модификације ПС-ПВД 7YSZ термичког барјерног покривача алуминијумом Al2O3. Експериментални резултати показују да се оксидацијска резистенција и CMAS корозионна резистенција 7YSZ термичког барјерног покривача припремљеног ПС-ПВД технологијом могу poboljšati модификацијом алуминијума.
 Veste vruće
Veste vruće2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Naš profesionalni prodajni tim čeka na vašu konsultaciju.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






