터빈 블레이드는 가스 터빈의 핵심 고온 부품으로, 그 연구 개발 및 제조는 한 국가의 산업 발전 규모와 기술 수준을 반영하는 중요한 요소이다. 최근 가스 터빈 블레이드 제작 기술에 대한 연구 진전을 검토하였다. 연구팀의 연구를 바탕으로 가스 터빈 블레이드의 방향결정 기술 분야에서의 연구 성과를 소개하고, 주요 연구 방향을 제시하였다.
1 방향결정 기술
방향성 응고 기술은 응고 과정 중 강제적인 수단을 통해 특정 방향으로 온도 경사를 형성하여, 응고가 특정 방향으로 진행되도록 하는 기술을 말합니다. 금속의 응고 과정에서 응고된 부분과 비응고 용융물 사이에는 특정 방향으로 온도 경사가 존재하며, 이는 금속이 열 전도와 반대 방향으로 응고되게 합니다. 방향성 응고 기술을 사용하면 특정 방향성을 가진 주상結晶 또는 단일結晶을 얻을 수 있으며, 주상 또는 단일結晶 날개를 제작할 수 있고, 그 성능을 크게 향상시킬 수 있습니다.
1960년대 말, Versnyder 등은 초합금의 제조에 방향성 응고 기술을 적용하여 응고 구조의 결정 배향을 더 잘 제어하고 횡방향 결정 경계를 제거하여 초합금의 역학적 특성을 크게 향상시켰다. 수십 년간의 연구를 통해 방향성 응고 기술은 발열 분말 (EP) 방법, 파워 다운 (PD) 방법, 고속 응고 (PD) 방법이 개발되었으며, 전통적인 기술로는 HRS [12]와 액체 금속 냉각 (LMC)이 있다. 현재 고속 응고 방법과 액체 금속 냉각 방법이 널리 사용되고 있다.
1.1 고속 응고 방법
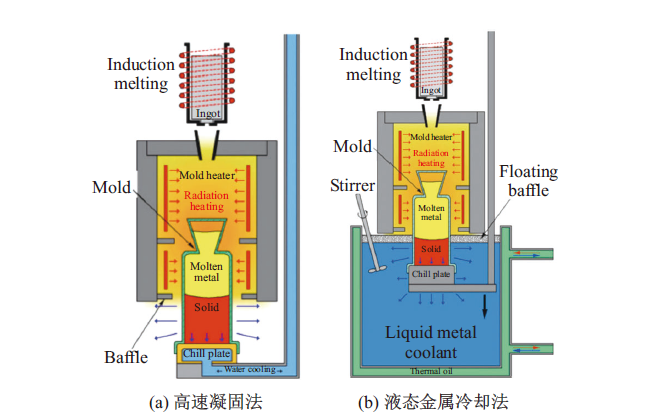
고속 응고 방법은 주조물을 점차적으로 고온 지역에서 멀어지게 하여 단일 방향으로 응고를 이루는 방법이다. 이 방법은 응고 과정에서 온도 경사가 점차 감소하는 문제를 개선한다. 고속 응고 방법의 원리는 그림 1(a)에 나타나 있다. 가열로 바닥부에绝熱 장벽이 설치되어 있으며, 장벽에는 주조물보다 약간 큰 구멍이 뚫려 있다. 가열로 내부는 계속 가열 상태를 유지한다. 금속의 응고 과정 중에 껍질이 천천히 아래로 당겨져 금속의 외부에 노출된 부분이 식기 시작하여 응고하고, 가열로 내부에 있는 금속 용융물은 여전히 가열된 상태로 유지되어 축 방향 온도 경사를 형성하게 된다. 고속 응고 방법은 높고 안정적인 온도 경사와 냉각 속도를 가지며, 긴 열주 결정과 미세한 구조를 얻을 수 있어 주조물의 기계적 특성을 크게 향상시킬 수 있지만, 이 방법의 온도 경사는 여전히 충분하지 않고, 두꺼운 대형 주조물의 방향성 응고 과정에서 반점 및 불순물 같은 주조 결함이 발생하기 쉽다.

 뜨거운 소식
뜨거운 소식 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






