A turbinaszárnyelék a gázturbina magas hőmérsékletű központi komponense, melynek fejlesztése és gyártása fontos tükrözője egy ország ipari méretének és technológiai szintjének. A cikk áttekinti a legutóbbi fejlesztéseket a gázturbina-szárnyak készítési technológiájában. A kutatócsoport munkáján alapulva bemutatja a gázturbina-szárnyak irányított megszilárdulási területén történő fejlődést, valamint megadja a kulcsirányokat.
1 Irányított megszilárdulási technológia
A irányított szilárdulás technológiáról szóló technológia azt jelenti, hogy a szilárdulási folyamat során kényszeres eszközökkel hozzuk létre a bizonyos irányban a hőmérsékleti gradienset, így a szilárdulás egy adott irányban halad elő. A fémes anyagok szilárdulási folyamatában van egy hőmérsékleti gradiens egy adott irányban a már szilárdult rész és a még nem szilárdult olvadékok között, ami okozza, hogy a fémes anyag ellenkező irányba szilárdulson a hővezetéshez képest. Az irányított szilárdulás technológiájának alkalmazásával oszlopális vagy egyensúlyi kristályt lehet kapni adott orientációval, és az oszlopális vagy egyensúlyi kristályból készíthető léc, amelynek a teljesítménye jelentősen javulhat.
A 1960-as évek végén Versnyder és munkatársai alkalmazták a irányított szilárdulási technológiát a szuperalloys gyártására, amely jobban ellenőrizte a szilárdulási struktúra anyagcsoportjának orientációját, kizárta a vízszintes anyagcsoporthatárokat, és jelentősen javította a szuperalloys mechanikai tulajdonságait. Az irányított szilárdulás technológiája évtizedes kutatások után kidolgozta az exotermes por (EP) módszert, a teljesítmény csökkentésének (PD) módszerét, a magas sebességű szilárdulást (PD) módszerét, valamint a konvencionális HRS [12] és fémhős hűtést (LMC). Jelenleg a magas sebességű szilárdulási módszer és a fémhős hűtés széles körben használatos.
1.1 Magas sebességű szilárdulási módszer
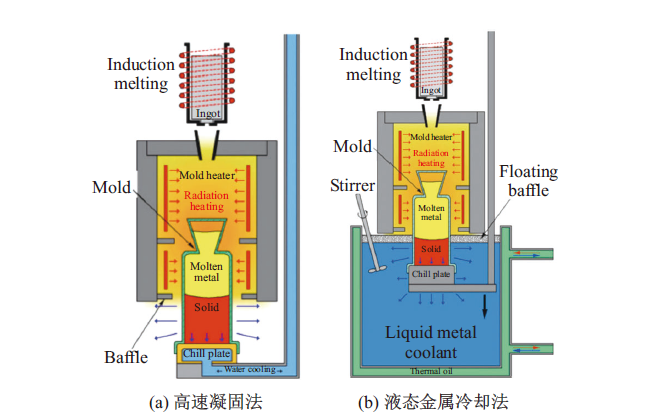
A magas sebességű szilárdulási módszer olyan eljárás, amelynek segítségével a gútolások egy irányba haladva távolodnak a magas hőmérsékletű régiótól, hogy elérje az egyirányú szilárdulást. Ez a módszer javítja azt a problémát, hogy a szilárdulási folyamat során a hőmérsékleti gradiens lassan csökken. A magas sebességű szilárdulási módszer elve ábrázolva van a 1(a) ábrán. Az úton alján adiabatikus zárólapot helyeztek el, és a zárólapon egy kicsit nagyobb nyitást tartottak a gútolásnál. Az út belseje folyamatosan meleg van. A fémes anyag szilárdulási folyamata közben a kabina lassan lehúzódik, így a metál része, amely már kinyílt a külső környezetre, kezd hűlni és szilárdulni, míg a még folyékony metál, amely az út belsejében található, továbbra is meleg állapotban marad, így egy tengelyes hőgradiens jön létre. A magas sebességű szilárdulási módszer magas és stabil hőgradienst és hűtési sebességet biztosít, amely hosszú oszlopféle struktúrákat és finom szerkezetet eredményez, ezáltal jelentősen javítva a gútolások mechanikai tulajdonságait, de a módszer hőgradiense még mindig nem elégséges, és vastagabb, nagyobb gútolások irányított szilárdulása során szintén előfordulhatnak gútolási hibák, mint például frekkensek és szennyezések.

 Fényes hírek
Fényes hírek EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






