
Ilmailumoottori on lentokoneen "sydän" ja tunnetaan myös nimellä "teollisuuden kruunuhymy". Sen valmistus yhdistää monet edistyneet tekniikat nykyisestä teollisuudesta, kuten materiaalit, mekaaninen käsittely, termodynamiikka ja muut alat. Kun maiden vaatimukset moottorin suorituskyvystä kasvavat, uusien rakenteiden, teknologioiden ja prosessien kehittäminen ja soveltaminen ovat edelleen haastamassa nykyisen teollisuuden huippua. Yksi tärkeistä tekijöistä ilmailumoottorien voimakkuuspainosuhteen parantamisessa on kokonaisrakennevarrenkeli.

Ennen kokonaisvaltaisen sädekenkän ilmestymistä tarvitsivat moottorin rotoribladeit täytyi yhdistää pyöräkenkään levylle kautta ristikoukut, murtoma- ja kiinnityslaitteet, mutta tämä rakenne ei enää välttämättä vastannut korkeajohdon lentokoneiden tarpeita. Kokonaisvaltaisen bladekenkän, joka integroi moottorin rotoribladet ja pyöräkenkän, suunniteltiin ja se on nyt muuttunut välttämättömäksi rakenteeksi korkealle painovoimaprosentille moottoreille. Se on laajalti käytössä sekä sotilas- että siviilikoneiden moottoreissa ja se tarjoaa seuraavat edut.
1.Painonpudotus :Koska pyöräkenkän reunan ei tarvitse olla koneellinen asentamaan kieliä ja raiteita bladeien asennusta varten, radiaalikoko reunalle voidaan vähentää huomattavasti, miten merkittävästi vähentää rotorin massaa.
2.Vähentää osien lukumäärää :Lisäksi pyörälevyjen ja säikeiden integrointiin liittyen, lukituslaitteiden vähentäminen on myös tärkeä syy. Lentokoneiden moottoreilla on erittäin ankaret vaatimukset luotettavuutta kohtaan, ja yksinkertaistettu rotorirakenne parantaa huomattavasti luotettavuutta.
3.Vähennetään ilvonaltaa :Perinteisen yhdistelmän keskeytyksestä aiheutuva paennusmenetyksessä poistuu, mikä parantaa moottorin tehokkuutta ja lisää vedonlyöntia.
Blisk, joka vähentää painoa ja lisää vedonlyöntiä, ei ole helppo "helmi" saada. Toisaalta bliskit valmistetaan usein vaikeasti käsittelyssä olevista materiaaleista, kuten titanivalloista ja korkealämpövalloista; toisaalta niiden säikeet ovat ohuita ja säikeen muoto on monimutkainen, mikä asettaa erittäin korkeat vaatimukset valmistustechnologiaan. Lisäksi, kun rotorisäikeet vahingoittuvat, niitä ei voi korvata yksittäin, mikä voi johtaa bliskin hylkäämiseen, ja korjausteknologia on toinen ongelma.

Tällä hetkellä on olemassa kolme pääasiallista tekniikkaa kokonaisvaltaisten sivujen valmistuksessa.
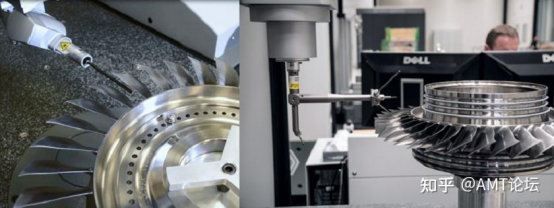
Viisijakoinen CNC-myrkky on laajalti käytössä bliskien valmistuksessa sen nopean vastauksen, korkean luotettavuuden, hyvän joustavuuden ja lyhyen tuotantovalmennuskauden ansioiden takia. Päämyrkytapahtumat sisältävät sivumyrkyn, syvämyrkyn ja sykloidiomyrkyn. Onnekseen varmistamiseksi bliskit ovat avainasemassa seuraavat tekijät:
Viisijakoinen koneistotilaus hyvin dynaamisilla ominaisuuksilla
Optimoitu ammattimainen CAM-ohjelmisto
Työkalut ja sovellustieto tietylle typpilaitteelle/tarkkuudelle käsittelyyn

Elektrokemiallinen murskaaminen on erinomainen tapa käsitellä kanavia lentokoneiden moottorien yhdistettyjen sivujen levyillä. Elektrokemiallisessa murskaamisessa on useita prosessointitekniikoita, mukaan lukien elektrolyysiputkimurskaus, profiilielectrolyysi ja CNC-elektrolyysimurskaus.
Koska elektrokemiallinen mäkiminen hyödyntää pääasiassa metalin hajoamista anoodissa elektrolyysissä, katodon osaa ei vahingoitu kun elektrokemiallista mäkintätä teknologiaa sovelletaan, eikä työpalsta joutu kärsimään leikkausvoiman tai mäkimislämpötilan vaikutuksista mäkimisen aikana, mikä vähentää jälkeläistressiä lentokoneen moottorin kokonaisvaluisessa sivukulussa mäkityksen jälkeen.
Lisäksi vertailuna viisisuuntaiseen mäkintään elektrokemiallisen mäkintäajan työpäivät vähenevät huomattavasti, ja sitä voidaan käyttää rauhanssa, puolivalmisessa sekä valmiissa vaiheissa. Mäkityksen jälkeen ei tarvitse manuaalista polttamista. Siksi se on yksi tärkeimmistä kehityssuunnista lentokoneen moottorin kokonaisvaluisen sivukulun mäkintässä.
Liekot on käsitelty erikseen, ja niitä liitetään sitten liekolevyyn elektronipohjaisella varsinkohtauksella, lineaarisella kitkukumppausvarsinkohtauksella tai vakuumissa tapahtuvalla kiinteän tilan diffuusioliitosella. Edunaksena on, että sitä voidaan käyttää kokonaisliekolevyn valmistuksessa, jossa liekojen ja levyjen materiaalit eivät ole yhteneväiset.
Varsinkohtausprosessilla on korkeat vaatimukset liekojen varsinkohtausten laadusta, mikä vaikuttaa suoraan lentomoottorin kokonaisliekolevyn toimintaan ja luotettavuuteen. Lisäksi koska käytettyjen liekojen todelliset muodot varsinkoitussa liekolevyssä eivät ole yhteneviä, liekojen paikat poikkeavat toisistaan varsinkohtauksen tarkkuuden rajoituksen vuoksi, ja tarvitaan sopeutuvaa käsittelytekniikkaa, joka mahdollistaa henkilökohtaisen tarkka CNC-myrkytetyn murskaamisen jokaiselle liekölle.
Lisäksi varsinkin kokonaisbladien korjaamisessa kytkentä on erittäin tärkeä tekniikka. Niistä lineaarinen kitkakytkentä, joka on yhden aineen kytkentätekniikka, tarjoaa korkean laadun kytkösille ja hyvän toistoehdon. Se on yksi luotettavimmista ja uskottavimmista kytkentätekniikoista korkean ponttisuhteen lentokoneen moottorin rotorikomponenttien kytkentää varten.
1. EJ200-lentokoneiden moottori
EJ200-lentokoneiden moottorilla on yhteensä 3 taso-faniä and 5 taso-korkean paineen purkustajaa. Yksittäiset latvat kytketään pyörälevyyn elektronikiilalla muodostaakseen kokonaisbladit, jotka käytetään kolmannella fani-tasolla ja ensimmäisellä korkean paineen purkustajatasolla. Kokonaisbladit eivät kytketä muiden tasojen rotorit yhdessä monitasoisen kokonaisrotorin muodostamaan vaan ne yhdistetään lyhyillä ponnistimillä. Yleisesti ottaen se on kokonaisbladitekniikan soveltamisen varhainen vaihe.
2. F414 turbofan-moottori
F414-turbofan-moottorissa kolmen vaiheen tuulenkoneen 2. ja 3. vaiheet sekä seitsemän vaiheen korkean paineen purkaimen ensimmäiset 3 vaihetta käyttävät yhdistettyjä lehtiä, jotka prosessoidaan elektrokemiallisilla menetelmillä. GE on kehittänyt myös toteuttamiskelpoisia korjausmenetelmiä. Tällä perustalla tuulenkoneen 2. ja 3. vaiheen yhdistetyt lehdet liimataan yhteen muodostaakseen yhden kokonaisroterin, ja purkaimen 1. ja 2. vaiheet liimataan myös yhteen, mikä vähentää edelleen rotorin painoa ja parantaa moottorin kestovuoroa.
EJ200 verrattuna F414 on ottanut suuren askelen eteenpäin yhdistettyjen lehtien soveltamisessa.
3. F119-PW-100-moottori
Kolmen vaiheen tuulenkone ja kuusi vaihetta korkean paineen purkaimeen käytetään yhdistettyjä lehtiä, ja ensimmäisen vaiheen tuulenkonelehdet ovat tyhjiöitä. Tyhjiölleet liimataan pyörälevyyn suoraviivaisen kitkakiinnityksen avulla muodostaakseen yhden lehden, mikä vähentää tätä vaihetta koskevan rotorin painoa 32 kg.
4. BR715-moottori
Suurissa siviilimoottoreissa on myös käytetty integraalipera-alasivuja. BR715-moottori käyttää viisisuuntaista CNC-myrkkytystekniikkaa prosessoimaan integraalipera-alasivuja, jotka käytetään toisessa ylölaskijassa tuulin jälkeen, ja edust ja taakangaiset integraalipera-alasivut liitetään yhdessä muodostaakseen integraalirotorin. Se käytetään Boeing 717:llä.
 Kuumat uutiset
Kuumat uutiset2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Ammattimainen myyntitiimimme odottaa konsultaatiotasi.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






