Turbopilkki on kaasuturbiinin ytimenä oleva kuuma päätepala, ja sen tutkimus ja kehitys sekä valmistus ovat tärkeä näyttömaara maan teollisuuden kehitysskalaan ja teknologiseen tasoon. Tässä artikkelissa tarkastellaan viimeisimpää edistystä kaasuturbiinipilkkeiden valmistusteknologiassa. Tutkimusryhmän työn perusteella esitellään edistystä suunnattoman kiinteämisen alalla kaasuturbiinipilkkeissä ja esitetään tulevia keskityssuuntia.
1 Suunnattoman kiinteämisen tekniikka
Suunnattu solmuminen viittaa teknologiaan, jossa luodaan pakollisten keinotekoisesti tietyssä suunnassa solmumisen aikana, jotta solmuminen etenee tiettyyn suuntaan. Metalin solmumisessa on lämpötilajohde tietyssä suunnassa kiinteän osan ja epäkiinteän seoksen välillä, mikä johtaa metalin solmumiseen lämpöjohtumisen vastaisessa suunnassa. Käyttämällä suunnattua solmumistekniikkaa voidaan saavuttaa pylväs- tai yksikkristalli tiettyllä suunnalla, ja pylväs- tai yksikkristalliliekko voidaan valmistaa, mikä parantaa merkittävästi sen suorituskykyä.
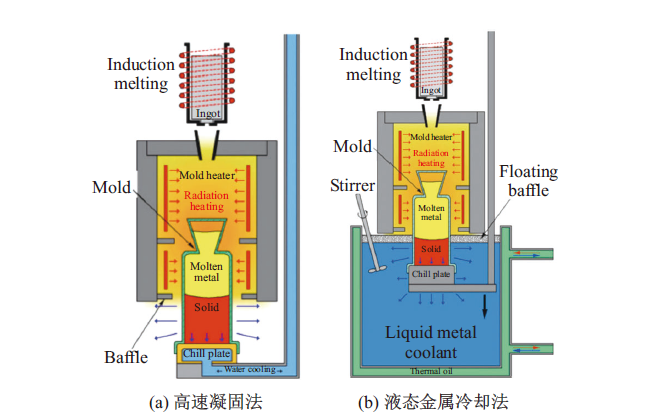
Lopulla 1960-luvulla Versnyder ja kollegat soveltuivat suuntaista kiinniäytymis teknologiaa superalloys tuotantoon, mikä hallitsi paremmin kiintolehden tähystysorientaatiota, poisti ristiin kulkevat tähyrajojen ja paransi huomattavasti superalloys mekaanisia ominaisuuksia. Suuntaisen kiinniäytyvän teknologian tutkimuksen jälkeen vuosikymmenien ajan kehitettiin eksotermisten pölyjä (EP) menetelmä, virtaus alas (PD) menetelmä, korkea vauhti kiinniäytyminen (PD) menetelmä, perinteiset tekniikat kuten HRS [12] ja nestemetalin jäähdytys (LMC). Tällä hetkellä korkean nopeuden kiinniäytyminen menetelmä ja nestemetalin jäähdytys menetelmä ovat laajalti käytettyjä.
1.1 Korkean nopeuden kiinniäytyminen menetelmä
Korkean nopeuden kiinteäytymismenetelmä on menetelmä, jolla tehosteita vedetään liikkeeseen yhdessä suunnassa hitaasti pois korkean lämpötilan alueelta saavuttaakseen yksisuuntaisen kiinteäytymisen. Tämä menetelmä parantaa ongelmaa, jossa lämpötilagradientti vähenee hitaasti kiinteäytymisprosessissa. Korkean nopeuden kiinteäytymismenetelmän periaate näytetään kuvassa 1(a). Adiabaattinen este asetetaan uunin pohjaan, ja esteellä on avoimuus, joka on hieman suurempi kuin tehostein. Uunin sisällä pidetään lämpimänä. Metallin kiinteäytymisprosessissa kuori vedetään hitaasti alas, jolloin metallin osa, joka on alttain ulkona, alkaa jäädä ja kiinteäytyä, kun taas metallin nestemäinen osa, joka sijaitsee uudessa, pysyy edelleen lämpimänä, mikä lukee akseellisen lämpötilagradientin. Korkean nopeuden kiinteäytymismenetelmällä on korkea ja vakaa lämpötilagradientti ja jäähdytysnopeus, ja sillä voidaan saavuttaa pitkät sarjakuoret ja hienot rakenteet, mikä parantaa huomattavasti tehosteiden mekaanisia ominaisuuksia, mutta menetelmän lämpötilagradientti ei ole vielä riittävän korkea, ja suurilla ja paksuilla tehosteilla suuntautuvassa kiinteäytymisessä esiintyy yhä usein hyppeiä ja epäpuhtauksia.

 Kuumat uutiset
Kuumat uutiset EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






