
Die vliegtuigmotor is die "hart" van die vliegtuig en word ook bekend as die "kroonjuweel van die bedryf". Sy vervaardiging integreer vele voorlopige tegnologieë in die moderne bedryf, wat betrekking het op materiaal, meganiese verwerking, termodynamika en ander velde. As lande hoër en hoër eise aan motorprestasie stel, daag nuwe strukture, nuwe tegnologieë en nuwe prosesse in navorsing en toepassing steeds die piek van die moderne bedryf uit. Een van die belangrike faktore om die dryfstoot-gewig-verhouding van vliegtuigmotors te verbeter, is die integrale bladskif.

Voordat die integrale blaar-skyf verskyn het, moes die rotorblare van die motor deur middel van tong-en-groefverbindings en sluitings toegevoeg word aan die radskyf, maar hierdie struktuur kon geleidelik nie meer die behoeftes van hoë-prestasie vliegtuigmotors voldoen nie. Die integrale blaar-skyf, wat die rotorblare en radskyf van die motor integreer, is ontwerp en het nou 'n noodsaaklike struktuur vir motore met hoë stoot-krag-verhouding geword. Dit word reeds wydverspreid in militêre en siviele vliegtuigmotors gebruik en het die volgende voordele.
1.Gewigsverlies :Aangesien die rand van die radskyf nie gemaa word om die tong-en-groef te installeer vir die blaarinstallasie nie, kan die radiale grootte van die rand aansienlik verminder word, wat lei tot 'n beduidende vermindering in die massa van die rotor.
2.Verlaag die aantal onderdele :Behalwe die feit dat die wielskoot en blare geïntegreer is, is die vermindering van vergrendelingsinrigtinge ook 'n belangrike rede. Vliegtuigmotors het uiterst streng eise aan betroubaarheid, en 'n vereenvoudigde rotorstruktuur speel 'n groot rol in die verbetering van betroubaarheid.
3.Verminder lugvloei-verlies :Die ontsnappingsverlies wat deur die opening in die tradisionele verbindingsmetode veroorsaak word, word verwyder, waardoor die motor-effektiwiteit verbeter word en die duw toeneem.
Die blisk, wat gewig verminder en duw verhoog, is nie 'n maklik te verkry "parel" nie. Aan die een kant word bliskses meestal gemaak van moeilik-te-prosesse materiaal soos titaniumliggaam en hoëtemperatuurliggaam; aan die ander kant is sy blare dun en is die blaarvorm kompleks, wat uiterst hoë eise aan vervaardigingstegnologie stel. Boonop daai kan rotorblare nie een per een vervang word as hulle skade ly nie, wat dalk tot die skrapping van die blisk lei, en die hersteltegnologie is 'n ander probleem.

Tans is daar drie hoof tegnologieë vir die vervaardiging van integrale blade.
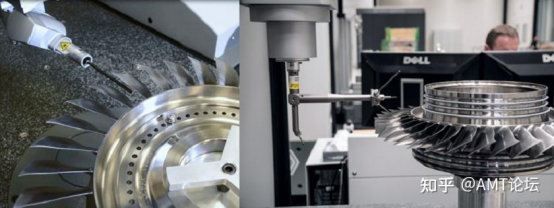
Vyf-as CNC fras word wydverspreid in die vervaardiging van bliske gebruik weens sy voordele van vinnige reaksie, hoë betroubaarheid, goeie verwerkingsoeles en kort produksievoorbereidingstyd. Die hoof frasmetodes sluit in syfras, insprongfras en siroïedelfras. Die sleutelfaktore om die sukses van bliske te verseker sluit in:
Vyf-askonstruksies met goeie dinamiese eienskappe
Geprefeerde CAM-softeware wat geoptimeer is
Werktye en toepassingskennis wat spesifiek vir titaniumliggaam/hogtetemperatuur-liggaamverwerking bedoel is

Elektrokemiese vorming is 'n uitstekende metode vir die vorming van die kanale van integrale bladjyfwiele van lugvaartmotors. Daar is verskeie vormingstegnologieë in elektrokemiese vorming, insluitend elektrolitiese hulpmiddelvorming, omtrek-elektrolitiese vorming en CNC-elektrolitiese vorming.
Aangesien elektrokemiese bewerkings hoofsaaklik die eienskap van metaalverontstekking by die anode in die elektrolaat gebruik, sal die katooddeel nie geskade word wanneer die elektrokemiese bewerkings tegnologie toegepas word nie, en die werkstuk sal nie deur snykrag, bewerkingswarmte, ens. beïnvloed word tydens bewerkings nie, wat daartoe lei dat die residerende spanning van die integrale blaar kanaal van die vliegtuigmotor na bewerkings verminder word.
Boonop, in vergelyking met vyf-as frasbewerkings, word die werkuurs van elektrokemiese bewerkings drasties verminder, en kan dit in die grofsnede, halwe-eindbewerkings en eindbewerkings stadium gebruik word. Handmatige polering is ná bewerkings nie nodig nie. Daarom is dit een van die belangrike ontwikkelingsrigtings van die verwerking van die integrale blaar kanaal van vliegtuigmotors.
Die blaaie word apart verwerk en dan aan die bladskijf deur elektronstraalwelding, lynwrywing of vakuumvaste-toestand-diffusiewelding geheg. Die voordeel is dat dit gebruik kan word vir die vervaardiging van integrale bladskeewe met verskillende materiaalsoorte vir blaaie en skijfe.
Die weldingsproses stel hoë eise aan die kwaliteit van bladwelding, wat direk die prestasie en betroubaarheid van die algemene bladskeew van die vliegtuigmaakonderneming beïnvloed. Verder, aangesien die werklike vorms van die blaaie in die gehede bladskeew nie konsekwent is nie, is die posisies van die blaaie na die welding nie konsekwent nie as gevolg van die beperkte weldingnaukeurigheid, en aanpassende verwerkingstegnologie word benodig om persoonlike presisie CNC-graweringsvir elke blaar uit te voer.
Daarbenewens is skerwing 'n baie belangrike tegnologie in die herstel van integrale blaarde. Daaronder is lynvrywissing, as 'n vast fase skerwingstegnologie, wat hoë skerwingskwaliteit en goeie reproduseerbaarheid het. Dit is een van die meer betroubare en vertrouenswaardige skerwingstegnologieë vir die skerwing van rotorkomponente van vliegtuigmotore met hoë druk-tot-gewig-verhouding.
1. EJ200-vliegtuigmotor
Die EJ200-vliegtuigmotor het 'n totaal van 3-fase fans en 5-fase hoë-druk kompressors. Enkelblare word deur elektronbundelskerwing aan die radisks geweld om 'n integrale blaar-rad te vorm, wat gebruik word in die derde fase fan en die eerste fase hoë-druk kompressor. Die integrale blaar-rad word nie saam met die rotor van ander fases geskerf om 'n vele-fase integrale rotor te vorm nie, maar word met kort bulte verbineer. Algemeen gesproke, is dit in die vroeë stadium van die toepassing van integrale blaar-rade.
2. F414 turbofan-motor
In die F414-turbofan-motor word die 2de en 3de stappe van die 3-stappe-fan en die eerste 3 stappe van die 7de stadium hoë-druk kompresor met integrale blare gebruik, wat deur elektrokemiese metodes verwerk word. GE het ook 'n haalbare herstelmetode ontwikkel. Op hierdie grondslag word die integrale blare van die 2de en 3de stappe van die fan saamgesmelt om 'n integrale rotor te vorm, en word die 1ste en 2de stappe van die kompresor ook saamgesmelt, wat verdere gewigbesparing bring en die duurtyd van die motor verbeter.
In vergelyking met die EJ200, het die F414 'n groot sprong vooruit gemaak in die toepassing van integrale blare.
3. F119-PW-100-motor
Die 3-stappe-fan en 6-stappe hoë-druk-kompresor gebruik almal integrale blare, en die 1ste-stadium-fanblare is hol. Die holle blare word deur lynwrywing aan die radieskoot gesmelt om 'n integrale blaar te vorm, wat die gewig van die rotor van hierdie stadium met 32kg verminder.
4. BR715-motor
In groot burgerlike moteurs word die integrale bladskof ook gebruik. Die BR715-motor maak gebruik van vyf-as CNC-grawerings tegnologie om die integrale bladskof te verwerk, wat op die tweede-stadium oplader kompresor na die waaier gebruik word, en die vorentoe en agtertoe integrale bladskowe word gesoum saam om 'n integrale rotor te vorm. Dit word op die Boeing 717 gebruik.
 Hot News
Hot News2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Ons professionele verkoopspan wag vir u konsultasie.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






