
Tot 'n sekere mate beïnvloed die mikrostruktur van die warmteskermkoating nie net die termiese isolasie, oksidasieresistensie en ander eienskappe van die koating, maar bepaal ook die lewe van die koating. Die mikrostruktur van die warmteskermkoating hang nie slegs af van die materiaal wat gebruik word, maar ook van sy voorbereidingsproses. Dus is dit ook belangrik om die toepaslike voorbereidingsproses te kies volgens verskillende voorbereidingsvereistes. Daar is baie maniere om warmteskermkoatings voor te berei, maar hulle word hoofsaaklik in twee kategorieë verdeel: een is die termiesprae-proses, en die ander is die fisiese waterdampafsetting-metode. Van die termiesprae-metodes sluit in hoogsnelheidsprae, plasmaspree, ontploffingssprae en so meer. Die deur termiesprae vervaardigde koating is plakkend. Die fisiese waterdampafsetting-metode is hoofsaaklik elektronstraalfisiewe waterdampafsetting (EB-PVD), en die vervaardigde koating is kolomvormig. Die keramieklaag van die warmteskermkoating word dikwels deur elektronstraalfisiewe waterdampafsetting, atmosferiese plasmaspree en ander metodes gebruik. Die metaalbindingslaag gebruik hoofsaaklik termiesprae-tegnologieë soos atmosferiese plasmaspree (APS), lae-drukplasmaspree (LPPS) en hoogsnelheidsflaamsprae (HVOF) [40]. Tot dusver is APS en EB-PVD die hoofmetodes vir die voorbereiding van gasroerbladwarmteskermkoatings.
APS is 'n tipe direkte stroomboog wat deur die spuitpistool gegenereer word om Ar, He, N2 en ander gase in plasmastroome te verander, sodat keramiekpoeier en metaalpoeier wat deur die draaggas vervoer word, vinnig verhit en gesmelt kan word tot gesmolt of halwegesmolt deeltjies. Tegnologie vir die vorming van 'n bedekking op die oppervlak van 'n superliggaam-matriks deur dit met groot kinetiese energie (80 ~ 300 m/s) onder die invloed van 'n elektriese veld te impakteer [42]. Die warmtebarrièrbedekking voorberei deur APS-tegnologie bestaan uit talryke deeltjies wat ooreen gestap is, en die matriks is hoofsaaklik meganies aan die vlakke mikrostruktuur gebondel, wat baie defekte bevat wat parallelloopend met die legeringsmatriks is, soos porusse en mikroskrale kleeë (soos in Figuur 2 getoon). Die redes vir die vorming is as volg: onder hoë temperatuurtoestande sal die keramiek of metaal smelt om gesmolt deeltjies te vorm, en sal sekere omgewingsgase insluit, maar die koelingspoed van die bedekking is baie vinnig, wat daartoe sal lei dat die gas wat in die gesmolt deeltjies tydens die deposisieproses ingesluit is, nie tydig kan kristalliseer nie, en dan porusse vorm; Gelyktydig sal onvoldoende binding tussen gesmolt deeltjies ook lei tot die vorming van porusse en kleeë in die bedekking. Dus, as APS gebruik word om warmtebarrièrbedekkings voor te berei, is sy porusheidsgraad hoog en het dit goeie warmteisoleringseienskappe, maar die nadele hiervan is onvoldoende spanningtoleransie en swak warmteskokweerstand [43], en word dit hoofsaaklik vir komponente met 'n relatief gunstige werksomgewing gebruik. Daarnaast is APS goedkoop om voor te berei, dus kan dit op groter komponente toegepas word.
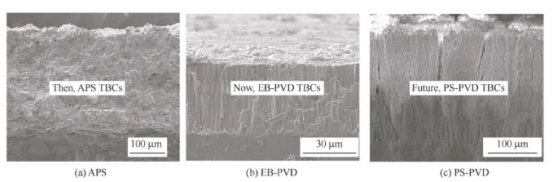
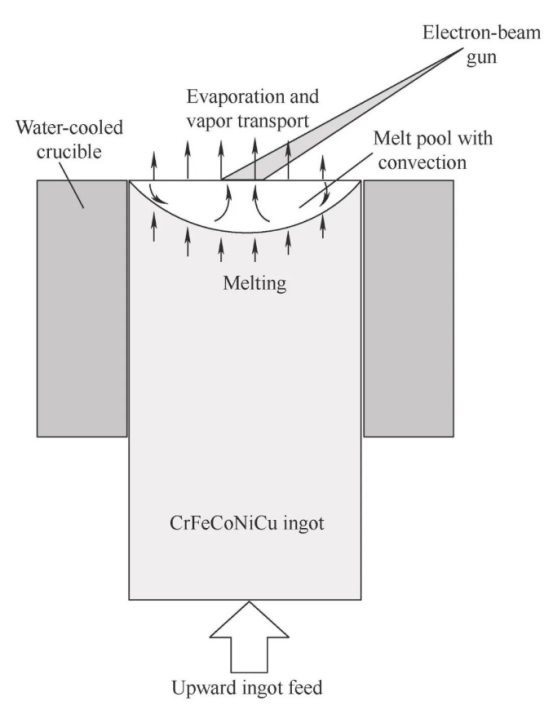
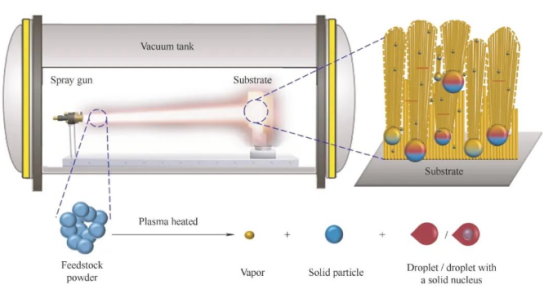
EB-PVD is 'n tegnologie wat 'n hoë-energie digte elektronstraal gebruik om die bedekingspoeder in 'n vakuumkamer te verhit en 'n gesmeltde poel op die oppervlak van die poeder te vorm om die keramiese poeder te verdamp en dit in atoomtoestande op die oppervlak van die substraat af te deponeer om 'n warmteskermbedekking te vorm [45], soos in Figuur 3 getoon word. Die struktuur van die EB-PVD-bedekking is 'n kolomvormige kristalstruktuur loodreg op die legeringsmatriks, en die bedekking en matriks word hoofsaaklik deur metallurgie gebond. Die oppervlak is nie net glad nie, maar het ook goeie digtheid, sodat dit hoë bindsteroom, spanningtoleransie en warmteskokweerstand bied. Dit word hoofsaaklik op onderdye met 'n swaar werkingsomgewing toegepas, soos gasroter rotorblaaie. Verder is die voorbereidingskoste van die EB-PVD-bedekking duur, en slegs dun bedekkings kan voorberei word, en daar word sekere vereistes aan diestrukturele grootte van onderdye gestel, so dat dit sjeldens in gasrotere gebruik word.
Die bogenoemde twee voorbereidingsprosesse is reeds baie volwassen, maar hulle het steeds hul eie probleme, soos in Tabel 2 getoon. In onlangse jare fokus ondernavers op die voortdurende verbetering en skepping van nuwe termiese barrièrbekleedingsvoorbereidingsmetodes. Tans steek onder die algemeen gebruikte nuwe termiese barrièrbekleedingsvoorbereidingsmetodes die plasma-spruiting fisiese gasafsettingstegnologie (PS-PVD) uit, wat as een van die mees belowende en doeltreffende termiese barrièrbekleedingsvoorbereidingsmetodes beskou word.
PS-PVD-tegnologie is ontwikkel op grondslag van lae-drukplasma-sproei. Die bedekkingstruktuur voorberei deur hierdie metode is pluime en kolomme, en die porse in die bedekking is talrik en die gapingte groot, soos in Figuur 4 getoon word. Dus, PS-PVD-tegnologie het die probleem van onvoldoende termiese isolasie van EB-PVD-bedekking en swak termiese skokweerstand van APS-bedekking verbeter, en die termiese barrièrbedekking voorberei deur PS-PVD-tegnologie het hoë bindingsterkte, goeie termiese isolasieprestasie en goeie termiese skokweerstand, maar swak korrosieweerstand en oksidasieweerstand teen CMAS. Op hierdie grondlag het ZHANG et al. [41] 'n metode voorgestel om PS-PVD 7YSZ-termiese barrièrbedekking deur Al2O3 te modifiseer. Die eksperimentele resultate wys dat die oksidasieweerstand en CMAS-korrosieweerstand van 7YSZ-termiese barrièrbedekking voorberei deur PS-PVD-tegnologie deur aluminium-modifikasie verhoog kan word.
 Hot News
Hot News2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Ons professionele verkoopspan wag vir u konsultasie.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






