
Motor lietadla je "srdcom" lietadla a tiež sa nazýva "kráľovským diamentom priemyslu". Jeho výroba integruje mnoho predbežných technológií modernej priemysel, zahŕňajúcich materiály, mechanickú obrabu, teplovodnosť a ďalšie obory. Keď krajiny majú vyššie a vyššie požiadavky na výkon motoru, nové štruktúry, technológie a procesy v rozvoji a aplikácii stále dosahuje vrchol modernej priemysel. Jedným z dôležitých faktorov pre zvýšenie pomeru taha ku hmotnosti lietadlovej motora je integrálna lopatková disk.

Pred vynálezom integrálneho listového disku bolo potrebné pripájať rotorné listy motora k kolovému disku pomocou klínov, zástrčkových drôtov a zámkových zariadení, ale táto štruktúra postupne už nespĺňala požiadavky vysoko výkonných leteckých motorov. Bola navrhnutá integrálna listová disková štruktúra, ktorá integruje rotorné listy motora s kolovým diskom, a stala sa nevyhnutnou štruktúrou pre motory s vysokým pomermom tahu ku hmotnosti. Už je široko uplatňovaná v vojenských aj civilných leteckých motorech a má nasledujúce výhody.
1.Zníženie hmotnosti :Keďže okraj kolového disku nie je nutné strojiť na montáž jazýčkov a zástrčiek na inštaláciu lalok, môže byť veľkosť radiaľneho rozmeru okrúhka významne znížená, čím sa významne zníži hmotnosť rotora.
2.Zníži počet častí :Okrem toho, že je kolesná diska a lopatky integrované, je zjednodušenie uzaviracích zariadení tiež dôležitým dôvodom. Letectvé motory majú veľmi strikté požiadavky na spoľahlivosť a zjednodušená rotorná štruktúra hraje významnú úlohu pri zvyšovaní spoľahlivosti.
3.Zníži strátu vzduchového toku :Zlikvidovaná úniková strat pochádzajúca od medzier v tradičnej spojovacej metóde zvýšila spoločnosť motoru a zvýšila tlačnú silu.
Blisk, ktorý zníži hmotnosť a zvýši tlačnú silu, nie je jednoduchou „perličkou“ na získanie. Z jednej strany sú blisky často vyrobené z ťažko spracovateľných materiálov ako je titanová alej a vysokoteplá alej; z druhej strany sú ich lopatky tenké a ich tvar je komplikovaný, čo klade extrémne vysoké požiadavky na technológiu výroby. Okrem toho, keď sú rotorné lopatky poškodené, nemôžu byť nahradené jednotlive, čo môže spôsobiť znehodnotenie celého bliska, a technológia opravy je ďalším problémom.

Momentálne existujú tri hlavné technológie na výrobu integrálnych listov.
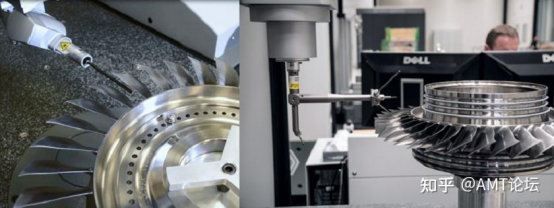
Päťosové CNC frézovanie je široko používané pri výrobe bliskov kvôli výhodám rýchlej reakcie, vysoké spoľahlivosti, dobrej flexibilite spracovania a krátkej dobe prípravy výroby. Hlavné metódy frézovania zahŕňajú bočné frézovanie, priesvkové frézovanie a cykloidálne frézovanie. Kľúčové faktory na zabezpečenie úspechu bliskov zahŕňajú:
Päťosové stroje s dobrými dynamickými vlastnosťami
Optimalizovaný profesionálny CAM softvér
Nástroje a aplikabilné poznatky o spracovaní titanových ligatúr/vysokohtných ligatúr

Elektrochémicka obraca je vynikajúca metóda na obrábanie kanálov integrálnych diskov lodeňových motora. V elektrochémickej obrace existuje niekoľko technológii obrábania, vrátane elektrolýtického rúraného obrábania, konturového elektrolýtického obrábania a CNC elektrolýckeho obrábania.
Pokiaľ elektrochemické obrábanie hlavne využíva vlastnosť rozpúšťania kovu na anóde v elektrolýte, katódova časť nebude poškodená pri aplikácii technológie elektrochemického obrábania a pri obrábaní sa pracovný kus nenachádza pod vplyvom rezačnej sily, tepla obrábania atď., čo snižuje zvyšné napätie v integrálnej lopatkovej kanáliku leteckého motora po obrábaní.
Okrem toho, v porovnaní s päťosovým frézovaním, sú pracovné hodiny elektrochemického obrábania významne skrátené a môže byť použité v fázach hrubého obrábania, polodoberu a doberu. Po obrábaní nie je potrebné manuálne líšenie. Preto je jednou z dôležitých smerov rozvoja spracovania integrálnej lopatkovej kanálika leteckého motora.
Listy sú spracovávané oddelene a následne svarované na listový disk elektrónovým lúčovým svarovanie, lineárnym třeníovým svarovaním alebo vakuumovým pevným štátovým difúzne spojovateľom. Výhodou je, že sa dá použiť na výrobu celkovo jednotných listových disku s rôznymi materiálmi pre listy a disk.
Svarovací proces má vyššie požiadavky na kvalitu svarovania listov, čo priamo ovplyvňuje výkon a spoľahlivosť celej lisťovej disky leteckého motora. Okrem toho, keďže aktuálne tvarové listy používané v svarovanom lisťovom disku nie sú konzistentné, pozície listov po svarovaní nie sú konzistentné kvôli obmedzeniu presnosti svarovania, a vyžadujú sa adaptívne technológie na vykonanie personalizovaného presného CNC frézovania pre každý list.
Ďalšie, svarovanie je veľmi dôležitá technológia pri oprave jednotlivých lopatiek. Medzi nimi lineárne frakčné svarovanie, ako technológia pevného fáze, má vysokú kvalitu svarového spoja a dobrú reprodukovateľnosť. Je to jedna z najpoužiteľnejších a dôveryhodných svarovacích technológií na svarovanie rotorných komponentov letectvérskeho motora s vysokým pomermom tahu ku hmotnosti.
1. Letectvérska motora EJ200
Letectvérska motora EJ200 má spolu 3 stupne ventilátorov a 5 stupňov vysokoštupňového kompresora. Jednotlivé lopatky sú svarované na kotu elektrónovým lúčom, čím sa tvorí jednotná lopatková kotu, ktorá sa používa v treťom ventilátori a prvom stupni vysokoštupňového kompresora. Jednotná lopatková kotu nie je svarovaná so sprevádzajúcimi rotormi iných stupňov na viacstupňovú jednotnú rotu, ale je pripojená pomocou krátkych šroubov. Všeobecne povedané, je to stádia počiatočného použitia jednotných lopatkových kotú.
2. Turbínový motor F414
V turbofanovom motore F414 sú 2. a 3. stupeň z trochstupeňovej ventilácie a prvé tri stupne z sedmistožnostného vysokotlakého kompresora vybavené integrálnymi listmi, ktoré sú spracované elektrochemickými metódami. GE tiež vyvinulo funkčnú metódu opravy. Na tejto báze sú integrálne listy 2. a 3. stupňa ventilácie spojené spájaním do jedného integrálneho rotoru, pričom aj 1. a 2. stupeň kompresora sú spojené, čo ďalej zníži hmotnosť rotora a zvýši trvanlivosť motora.
V porovnaní s EJ200 motor F414 urobil veľký krok vpred v aplikácii integrálnych lalok.
3. Motor F119-PW-100
Tristupeňová ventilácia a šesťstupeňový vysokotlaký kompresor používajú integrálne listy, pričom prvý stupeň ventilácie je prázdny. Prázdne listy sú spojené s kotuľovou deskou pomocou lineárneho frakčného spájania na vytvorenie integrálneho listu, čo zníži hmotnosť rotora tohto stupňa o 32 kg.
4. Motor BR715
V veľkých občianskych motorech sa tiež používala jednotná lisová disková konštrukcia. Motor BR715 používa piatirozmerné CNC frézovanie na spracovanie jednotnej lisovej disku, ktorá sa používa na druhom stupni superčarovača kompresora za ventilátorom, a predný a zadný jednotný lisový disk sú spájané spolu na jednotný rotor. Používa sa na Boeing 717.
 Horúce novinky
Horúce novinky2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Náš profesionálny predajný tím čaká na vašu konzultáciu.
 SK
SK
 EN
EN AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






