
Flymotor er "hjertet" i flyet og kalles også "kronejuvelen av industrien". Dets produksjon integrerer mange fremmede teknologier fra moderne industri, som involverer materialer, mekanisk bearbeiding, termodinamikk og andre felt. Som landene stiller høyere og høyere krav til motoryte, utgjør nye strukturer, nye teknologier og nye prosesser i forskning og anvendelse fortsatt en konstant utfordring av toppen av moderne industri. En av de viktige faktorene for å forbedre støttenestekvoten til flymotorer er den integrale bladskiven.

Før oppkomsten av det integrerte bladskiven, måtte rotorbladene på motoren kobles til hjulskiven gjennom tønner, mortis og låseanordninger, men denne strukturen kunne gradvis ikke lenger oppfylle kravene fra høy ytelse flymotorer. Det integrerte bladskivet som integrerer motorens rotorblader og hjulskiven ble utformet og er nå blitt en nødvendig struktur for motorer med høy drivstoff-effektforhold. Den har blitt brukt i både militære og sivile flymotorer og har følgende fordeler.
1.Vekttap :Ettersom kanten av hjulskiva ikke trenger å bearbeides for å installere tungen og mortisen for å montere bladene, kan den radiale størrelsen på kanten reduseres betydelig, hvilket fører til en betydelig reduksjon i massen på rotoren.
2.Reduser antall deler :I tillegg til at hjulskiven og bladene er integrert, er reduksjonen av låseapparater også en viktig grunn. Flymotorer har ekstremt strikte krav til pålitelighet, og en forenklet rotorstruktur spiller en stor rolle i forbedringen av påliteligheten.
3.Reduser strømningstap :Tapet som følger av mellomrommet i den tradisjonelle koblingsmetoden er eliminert, motoreffektiviteten er forbedret, og trakkraften er økt.
Blisk-enhet, som reduserer vekt og øker trakkraft, er ikke en lett oppnådd "perle". På den ene siden består blisk-enheten hovedsakelig av vanskelige å behandle materialer som titanlegemer og høytemperaturslegemer; på den andre siden er bladene tyne og bladformen kompleks, noe som stiller ekstremt høye krav til fremstillings teknologien. I tillegg kan enkeltblader ikke erstattes når rotorbladene er skadet, noe som kan føre til at blisk-enheten blir skrapt, og reparasjonsteknologien er et annet problem.

For tiden finnes det tre hovedteknologier for å fremstille integrerte blader.
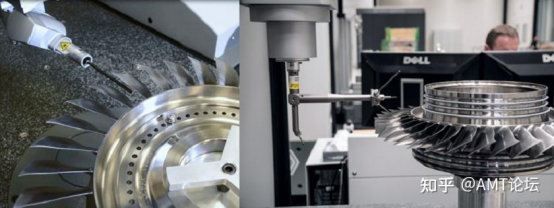
Fem-aksis CNC-fræsing brukes mye i produksjonen av blisks på grunn av sine fordeler som rask respons, høy pålittelighet, god bearbeidningsfleksibilitet og kort produksjonsforberedelsesperiode. De viktigste fræsningsmetodene inkluderer sidefræsing, dykkfræsing og cycloidalfræsing. Nøstefaktorene for å sikre vellykkede blisks inkluderer:
Fem-aksis maskinverk med gode dynamiske egenskaper
Optimert profesjonelt CAM-programvare
Verktøy og ansatte kunnskaper til titaniumlegemer/høytemperaturlegemer-behandling

Elektrokjemisk bearbeiding er en fremragende metode for å bearbeide kanalene i integrerte bladskiver for flymotorer. Det finnes flere bearbeidningsteknologier i elektrokjemisk bearbeiding, inkludert elektrolytisk sløyfebearbeiding, konturbearbeiding ved elektrolyse og NC-bearbeiding ved elektrolyse.
Ettersom elektrokjemisk skiving hovedsakelig utnytter egenskapen til metallen å dissolvere ved anoden i elektrolyten, vil ikke katoden delen bli skadet når elektrokjemisk skivingsteknologien brukes, og arbeidsstykket vil ikke bli påvirket av skjæringskraft, bearbeidningsvarme etc. under bearbeiding, noe som reduserer residuelt stress i integrerte bladkanaler av flymotor etter bearbeiding.
I tillegg kan arbeits-tidene for elektrokjemisk skiving reduseres betraktelig i forhold til femaks-milling, og den kan brukes i de grove, semiferdige og ferdigbearbeidelser. Det er ikke nødvendig med manuell polering etter bearbeiding. Derfor er det en av de viktige utviklingsretningene for bearbeiding av integrerte bladkanaler i flymotorer.
Klærne behandles hver for seg og weldes deretter til klåringen ved elektronstråleveiding, linjefriksjonsveiding eller vakuumfaststandsdifusjonssammenføyning. Fordelen er at det kan brukes for produksjon av integrerte klåringer med ulike materialer for klær og ringer.
Veideprosessen stiller høye krav til kvaliteten på klærveidingen, som direkte påvirker ytelsen og påliteligheten til den samlede klåringen i flymotor. I tillegg, ettersom de faktiske formene på klærne som brukes i veidt klåring ikke er like, blir posisjonene til klær etter veiding ulike grunnet begrensninger i veidepresisjonen, og det kreves adaptiv bearbeidingsteknologi for å gjøre personalisert nøyaktig CNC-hogg for hver enkelt klær.
I tillegg er velding en veldig viktig teknologi i repareringsprosessen av integrerte blader. Blant annet, lineær friksjonsvelding, som er en fastfaseveldingsteknologi, har høy kvalitet på veldingsforbundet og god gjentakbarhet. Den er en av de mer pålitelige og troverdige veldingsteknologiene for å veldje rotorkomponenter i flymotorer med høy drivstoff-til-vektforhold.
1. EJ200 flymotor
EJ200-flymotoren har totalt 3-fasede fanser og 5-fasede høytrykkskompressorer. Enkeltblader veldes til hjulskiven ved elektronstrålvelding for å danne en integrert bladskive, som brukes i den tredje fansen og den første høytrykkskompressoren. Den integrerte bladskiven er ikke veldt sammen med rotorane til andre faser for å danne en flerfasig integrert rotor, men kobles med korte boldere. Generelt sett er dette et tidlig stadium i anvendelsen av integrerte bladskiver.
2. F414 turbofan-motor
I F414-turbofan-motoren bruker de andre og tredje stegene av den trestegsventilatoren og de første tre stegene av den syvstegs høytrykkskompressoren integrerte blader, som behandles ved elektrokjemiske metoder. GE har også utviklet en fungerende repareringsmetode. På denne grunnlaget er de integrerte bladene i de andre og tredje stegene av ventilen sveist sammen for å danne et integrert rotor, og de første og andre stegene av kompressoren er også sveist sammen, noe som ytterligere reduserer rotorens vekt og forbedrer motorens varighet.
I forhold til EJ200 har F414 tatt et stort skritt fremover i bruken av integrerte blader.
3. F119-PW-100-motor
Den trestegsventilatoren og seksstegs høytrykkskompressoren bruker alle integrerte blader, og de første ventilatorbladene er hule. De hule bladene er sveist til hjulflaten gjennom linjær friksjonsveising for å danne et integrert blad, hvilket reduserer rotorens vekt på dette stadiet med 32 kg.
4. BR715-motor
I store sivile motoryter har integrert bladskive også vært i bruk. BR715-motoren bruker fem-akse CNC-skjærings teknologi for å behandle den integrerte bladskiven, som brukes på den andre trappen av overtrykkskompressoren etter ventilen, og de foran og bak integrerte bladskivene er sveist sammen for å danne en hel rotorkomponent. Den brukes på Boeing 717.
 Hett nyhetar
Hett nyhetar2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Vår profesjonelle salgsavdeling venter på din konsultasjon.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






