
Lai uzlabotu temperatūras gradiēntu virzieniskajā solidifikācijā, pētnieki izstrādāja dzimumetaļa dzesēšanas metodi, pamatojoties uz ātru dzesēšanas metodi. Šī metode izmanto dzimumetaļus kā dzesēšanas līdzekli, proti, iegūtās formās tiek ielīdzinātas augstas termiskās vadības, augstas tauksnes punkta un zemas ritināšanas punkta dzimumetaļos (galvenokārt tiek izmantots Sn) (skatiet Attēlu 1(b)), lai palielinātu dzesēšanas efektivitāti. Dzimumetaļa dzesēšanas metode var uzlabot formas dzesēšanas ātrumu un cieto-vidus virsmas temperatūras gradiēntu līdz 200 K/cm, kā arī uzturēt stabulu temperatūras gradiēntu, kas nodrošina stabilu kristalizācijas procesu, nozīmīgi samazinot dendrītu atstatu un samazinot dažādu solidifikācijas defektu risku. Tomēr dzimumetaļa dzesēšanas metodē ir arī daži ierobežojumi, piemēram: metode prasa sarežģītu iekārtu, un praktiskā darbībā tā nav pietiekami vienkārša; dzesēšanas vidējs Sn ir kaitīgs elements, un kad forma tiek ielīdzināta zemtemperatūras dzimumetaļos, piemēram, Sn, tas viegli var pieaugt un piesārņot formu. Pēdējos gados cilvēki ir optimizējuši procesu, ņemot vērā skuru sagatavošanu, un uzlabojuši dzimumetaļa dzesēšanas procesa trūkumus, kas jau tiek pielietoti aviācijas motoru vienkrājumu turbinu loksnu ražošanā un lielām vienkrājumu turbinu loksniem dzelzs gāzu turbinām.
Turklāt nepārtraukti tiek izpētīti jauni veidi, kā palielināt temperatūras gradiantu, piemēram: Gāzes dzesējuma virzotais cietošana tehnoloģija, elektromagnētiski ierobežota formēšana virzotā cietošana tehnoloģija, pārmērīga dzesēšana virzotā cietošana (SDS), lasers ātra cietošana (LRM), šķiedrains gultņa dzesēšana virzotā cietošana tehnoloģija, divdimensiju virzotā cietošana tehnoloģija (divvirzienu cietošana, BDS), mazas skorpakausēšanas virzotā cietošana tehnoloģija. Tomēr šīs jaunās tehnoloģijas vēl nav pilnībā attīstītas un tās nav pielietotas gasa turbīnas loksnes virzotajā cietošanā.
Dabīgas metālu spraudzēšana uzlabota dzesēšanas metode
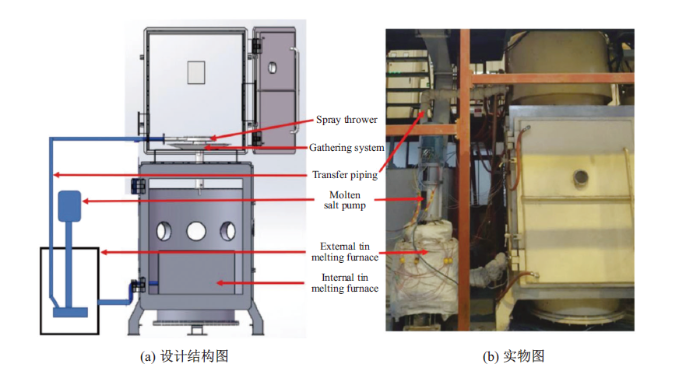
Lai novērstu problēmas, piemēram, formu piesātināšanu ar dzelzs metālu un dzelzs metāla šīvājam metožu dēļ viegli veidojamās formas defekcijas, mūsu pētniecības grupa izstrādāja dzelzs metāla šķidruma spraudzēšanas (LMSC) virzotu solidifikācijas tehnoloģiju un izveidoja rūpniecisku virzoto solidifikācijas iekārtu. LMSC virzoto solidifikācijas krāsnas dizaina struktūra un mērķis parādīti attēlā 2. LMSC tehnoloģija balstās uz LMC tehnoloģiju, mainot oriģinālo veidu, kas paredz tiešu skuru un formas iemestību dzelzs metāla šķidrumā no dzesēšanas, uz dzelzs metāla šķidruma spraudzēšanu, lai dzesētu skuru un formu. Tehnoloģijai ir raksturīgas stipras sasilšanas īpašības, vienmērīga dzesēšana un laba siltuma izolācija starp izolācijas zonu un dzesēšanas zonu. LMSC tehnoloģija ne tikai saglabā LMC tehnoloģijas priekšrocības - stipru dzesēšanas spēju, bet arī risina LMC tehnoloģijas trūkumus. Dzelzs metāla šķidruma spraudzēšanas plūsmas ātrums ir kontrolējams, kombinējot to ar atņemšanas ātrumu, var iegūt kolonnāras kristālus vai arī vienkristālus ar labu struktūru un mazāku dendrita atstarpi, kas var samazināt vai pat novērst superaloga solidifikācijas defekciju veidošanos. LMSC virzotā solidifikācijas tehnoloģija ir ļoti nozīmīga superaloga attīstībai un rūpnieciskajam ražošanai.
 Karstās ziņas
Karstās ziņas 2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Mūsu profesionālā pārdošanas komanda gaida jūsu konsultāciju.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






