Gāzes turbīnas loks ir galvenais karstā gals komponente, un tā izpētes un ražošanas attīstība ir svarīgs atspoguļojums valsts rūpniecības attīstības apjoma un tehniskā līmeņa. Apskatīta pēdējo laiku gāzes turbīnu lokas izstrādes tehnoloģiju progresu. Balstoties uz pētniecības grupas darbu, tiek ieviests informācijas progress par virzības solidifikāciju gāzes turbīnu lokās un piedāvāti galvenie virzieni.
1 Virzības solidifikācijas tehnoloģija
Virzieniskā solidifikācijas tehnoloģija attiecas uz tehnoloģiju, kas veido temperatūras gradiēntu noteiktā virzienā ar spējīgiem līdzekļiem solidifikācijas procesa laikā, lai solidifikācija noritētu noteiktā virzienā. Metalu solidifikācijas procesā starp jau iesistu daļu un neiesistajiem smeltēm pastāv temperatūras gradiēnts konkrētā virzienā, kas izraisa metālu solidifikāciju otrādi pret šķēluma virzienu. Izmantojot virzieniskās solidifikācijas tehnoloģiju, var iegūt kolonu vai vienkrājumu ar noteiktu orientāciju, kā arī pagatavot kolonu vai vienkrāju loksni, nozīmīgi uzlabojot tās īpašības.
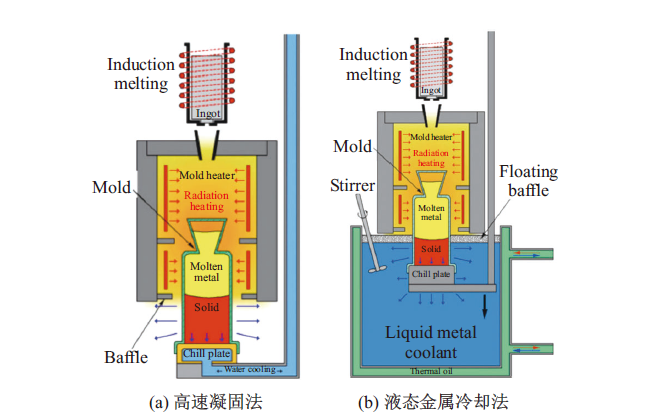
Otrdien 1960. gados Versnyder un citi pielietojās virzotu solidifikācijas tehnoloģiju superaliejmetālu ražošanai, kas labāk kontroļēja cietināšanas struktūras šķiedrāmju orientāciju, izskaidra paralēlas šķiedru robežas un lieliski uzlaboja superaliejmetālu mehāniskās īpašības. Pēc desmitgados pētījumiem virzotā solidifikācija attīstīja eksotermisko pulveri (EP) metodi, enerģijas samazināšanas (PD) metodi, augstā ātruma solidifikāciju (PD) metodi, kā arī tradicionālos HRS [12] un dzimumetālu dzesēšanas (LMC) metodes. Pašlaik plaši tiek izmantoti augstā ātruma solidifikācijas metode un dzimumetālu dzesēšanas metode.
1.1 Augstā ātruma solidifikācijas metode
Augstas ātruma solidifikācijas metode ir metode, ar kuru izgatavojumi tiek pārvietoti vienā virzienā, progresīvi attālinoties no augsttemperatūras reģiona, lai sasniegtu vienā virzienā notiekošo solidifikāciju. Šī metode uzlabo problēmu, ka solidifikācijas procesā temperatūras gradiens progresīvi samazinās. Augstas ātruma solidifikācijas metodes princips parādīts attēlā 1(a). Furnierā apakšā ir iebūvēta termiski neizstarojama šķēlšana, un šajā šķēlšanā atvērts caurums, kas ir viegli lielāks nekā izgatavojums. Furniera iekšpusē uzturēta siltums. Metāla solidifikācijas procesā smadzeņu sega lēni tiek nolaižama, tādējādi metāla daļa, kas atklājas ārpusē, sāk dzest un solidificēties, savukārt furnierā atrodamais metāls joprojām ir siltā stāvoklī, tādējādi veidojot ass temperatūras gradiantu. Augstas ātruma solidifikācijas metode piedāvā augstu un stabīlu temperatūras gradiantu un dzesēšanas ātrumu, un var iegūt garu kolonu kristālus un detaļas ar precīzu struktūru, kas nozīmīgi uzlabo izgatavojumu mehāniskos īpašības. Tomēr šīs metodes temperatūras gradients joprojām nav pietiekami liels, un direkcionalā solidifikācijas procesā lieliem un bieziem izgatavojumiem joprojām var radīties izgatavošanas defekti, piemēram, peldveida trūkumi un vielmaiņas.

 Karstās ziņas
Karstās ziņas  EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






