
Avioninio variklio laikoma "širdimi" lėktuvo ir taip pat žinoma kaip "pramonės karališkoji rūda". Jo gamyba integruoja daug modernios pramonės švelniamųjų technologijų, įskaitant medžiagas, mechaninę apdorojimą, termodinamiką ir kitus srikius. Kai valstybės kelia didesni reikalavimus variklio našumui, naujų struktūrų, technologijų ir procesų tyrimas ir taikymas vis dar neabejojantį iššūkį moderniai pramonei. Vienas iš svarbių veiksnių, padedančių pagerinti avioninio variklio spaudimo prieštako santykį, yra visapusiškas lopų diskas.

Prieš kilusį integruoto lopų disko, variklio lopai turėjo būti prisijungti prie rato disko per šližius, šližių kanalus ir užfiksuojančias įrangas, tačiau ši struktūra laipsniškai neatsitinka aukštos našumo oro transporto variklių poreikiams. Buvo sukurtas integruotas lopų diskas, kuris integruoja variklio rotorio lopus ir ratą, ir dabar jis taps nepaliktu elementu aukštos traukos prie svarbos santykiui varikliams. Jis jau yra plačiai naudojamas karo ir civiliniuose oro transporto varikliuose ir turi tokius privalumus.
1.Skurdymas :Kadangi rato disko kraštutė nereikia grybti, kad įmontuotų šližius ir juostas lopams, jo radialusis dydis gali būti didžiai sumažintas, taip esant, skaitmeniškai sumažinant rotorio masę.
2.Sumažina dalių skaičių :Be to, kad rataus diskas ir lankiai yra integruoti, mažinimas užrakinimo įrenginių taip pat yra svarbus priežastis. Lėktuvių varikliai turi labai griežtas nuosavybės reikalavimus, o supaprastinta rotorio struktūra didelį vaidmenį tiki reliablumo gerinime.
3. Sumažinti oro srauto praradimą :Išnyksta išlyginimo praradimas, kurį sukėlė tradicinis jungties būdas dėl tarpų, pagerėja variklio efektyvumas ir padidėja traukis.
Bliskas, kuris sumažina svorį ir padidina traukį, nėra lengvas „perlas“ gauti. Vienoje pusėje, bliskas dažniausiai yra pagamintas iš sunkiu procesuojamų medžiagų, pvz., titanų aljanso ir aukštos temperatūros aljanso; kitą pusę, jo lankiai yra plonūs ir lankių forma yra sudėtinga, kuri sukelia labai aukštus gamybos technologijos reikalavimus. Be to, kai rotoriniai lankiai yra pažeisti, jie negali būti pakeisti atskirai, kas gali sukelti blisko išmetimą, o taisymo technologija yra kita problema.

Šiuo metu yra trys pagrindinės technologijos integralinių lapelių gamybai.
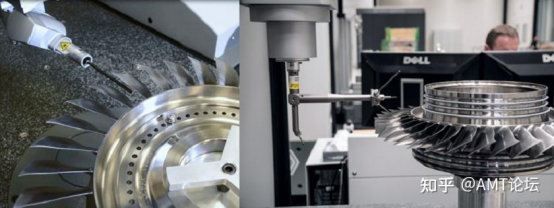
Penkių ašių CNC glodinimas yra plačiai naudojamas bliskų gamyboje dėl jo privalumų, tokio kaip greitas atsakymas, aukšta patikimumo lygmuo, gera glodinimo lankstumas ir trumpas gamybos paruošimo ciklas. Pagrindiniai glodinimo būdai apima kraštinią glodinimą, įtemptinį glodinimą ir cikloidalinį glodinimą. Sėkmės užtikrinimo rinkščiosios veiksmai apima:
Penkių ašių staliniai su geresniais dinaminiais charakteristikais
Optimalizuota profesionali CAM programinė įranga
Įrankiai ir tytinio aliuminio/aukštesnių temperatūrų jūrių apdorojimo žinios

Elektrocheminis apdorojimas yra puiki metodika orlaivių variklių integralinių lapelių diskų kanalų apdorojimui. Elektrocheminiame apdorojime yra kelios technologijos, įskaitant elektrolitinių juostų apdorojimą, kontūro elektrolitinį apdorojimą ir CNC elektrolitinį apdorojimą.
Kadangi elektrokemijos talymas pagrindiniu būdu naudoja metalo išdiliminimo savybę anode elektrolityje, kai taikoma elektrokemijos talymo technologija, katodo dalis nebus sugedusi, o darbo objektas talydant nebus paveiktas pjovimo jėga, talymo šiluma ir pan., todėl mažinamas liekančias stresas po talymo lango su bendru lėliu avionų variklio.
Be to, palyginti su penkių ašių frizavimu, elektrokemijos talymo darbo valandos yra gana sumažintos, ir ją galima naudoti antrojo etapo, pusgaliojimo ir galiojimo etapuose. Talymo po nėra reikalinga rankinė glodinimo procedūra. Todėl tai yra vienas svarbių avionų variklių integralaus lėlio kanalo apdirbimo krypčių.
Lazdai apdirbami atskirai, o paskui sujungiami su lazdo skrituliu elektronų spindulio suvienodinimu, linijiniu triukšmo suvienodinimu arba vakuumo erdvės difuzinis susijūrimas. Priežastis yra tai, kad tai gali būti naudojama visųjų lazdo skritulių gamybai su nesuderinomais lazdo ir skritulio medžiagomis.
Suvienodinimo procesas turi aukštas reikalavimus dėl lazdo suvienodinimo kokybės, kas tiesiogiai įtakoja viso lėktuvo variklio lazdo skritulio našumą ir patikimumą. Be to, todėl, kad naudojamų sudedamųjų lazdo skritulių faktiniai formatai nesutampa, po suvienodinimo lazdu išlieka nesutarimai dėl ribotų suvienodinimo tikslumo, todėl reikalinga pritaikomoji apdirbimo technologija, skirta kiekvienam lazdui atlikti asmeninį tikslųjį NC greitasis frizavimas.
Be to, suvienodinimas yra labai svarbi technologija integralių lopų taisymui. Iš jų, tiesinių trikčių suvienodinimas, kaip tikrosios fazių suvienodinimo technologija, turi aukštą suvienodinimo jungties kokybę ir geras atkartojamumą. Tai viena iš patikimiausių ir pasitikėjimą verčiančių suvienodinimo technologijų, skirtų suvienodinti aukštos traukos santykiu prie svarbos oro variklių rotorinius elementus.
1. EJ200 oro variklis
EJ200 oro variklis turi bendro 3 lopų stadijas ir 5 aukštos slėgio glaudiklio stadijas. Vienamekiečiai lopai sujungiami su rato danguža elektronų spinduliu, kad būtų sukurtas integralus lopų diskas, kuris naudojamas trečiojoje lopų stadijoje ir pirmojoje aukštos slėgio glaudiklio stadijoje. Integralus lopų diskas nesujungiamas su kitų etapų rotoriais, kad būtų sukurtas daugiastapis integralus rotorius, o jungiamas trumpais skrubeles. Bendrai kalbant, tai yra integralių lopų diskų taikymo ankstyvas etapas.
2. F414 turbininis oro variklis
F414 turbininėje varželėje 3-stadijos ventilatoriaus 2-asis ir 3-asis etapai bei pirmi 3 etapai iš 7 etapų aukštos slėgio sukurimo kompresoriaus naudoja integruotus lapus, kurie apdorojuomi elektrokeminiu būdu. GE taip pat sukūrė galimą remonto metodą. Pagrindu, ventilatoriaus 2-ojo ir 3-ojo etapo integruoti lapai sujungiami į vieną integralų rotoriumį, o kompresoriaus 1-as ir 2-as etapai taip pat yra sujungiami, dar labiau sumažinant rotoriaus svorį ir pagerindami variklio išmaitinumą.
Palyginti su EJ200, F414 integruotųjų lapių pritaikymas buvo didžiulė pažanga.
3. F119-PW-100 variklis
3-etapio ventilatoriaus ir 6-etapio aukštos slėgio kompresoriaus visi lapai yra integruoti, o 1-ojo etapo ventilatoriaus lapai yra tuščiosios konstrukcijos. Tuščiosios konstrukcijos lapai yra sujungiami su rateliu tiesiniu tritaisiais suvienodinimu, formuojant integruotą lapą, dėl ko šio etapo rotorius yra supaprastintas 32 kg.
4. BR715 variklis
Didelio dydžio civilinio variklio diskas su integruotais lapeliais taip pat buvo naudojamas. BR715 variklis naudoja penkių ašių CNC greitmeninę technologiją apdirbti integralų lapių diską, kuris yra naudojamas antrojo etapo virškinimo kompresoriuje po variklio, o pirmo ir antro integralų lapių diskai yra sujungiami suvaržymu į vieną integralų rotoriumį. Jis yra naudojamas Boeing 717.
 Karštos naujienos
Karštos naujienos 2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
2024-11-26
Mūsų profesionali pardavimų komanda laukia jūsų konsultacijos.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS






