EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS


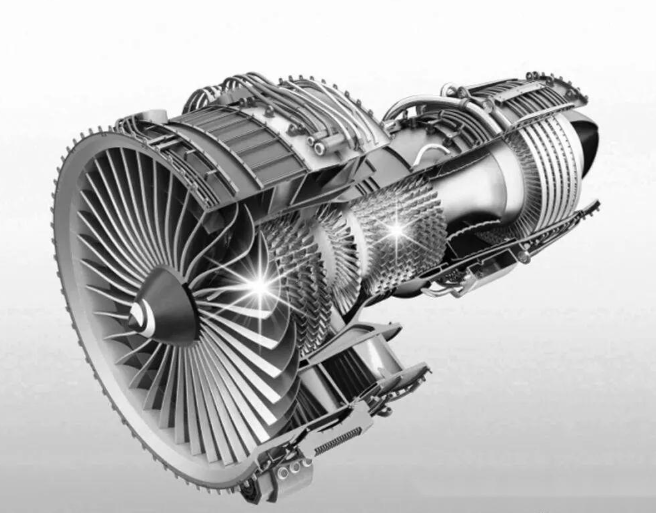
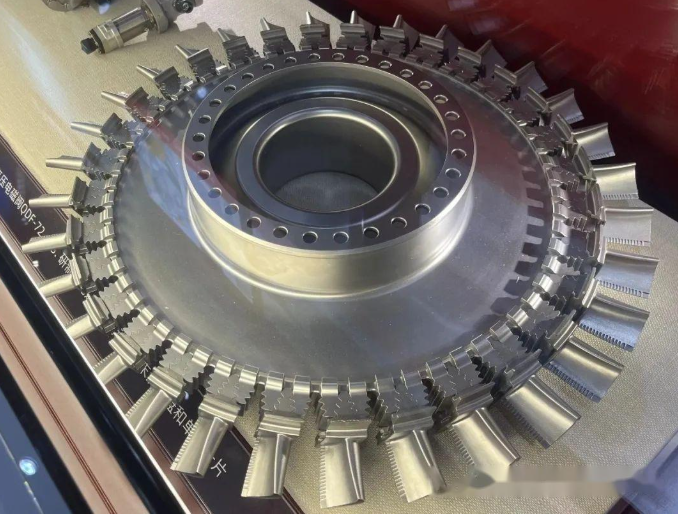
1.Inleiding tot turbinebladen
Het onderdeel met de slechtste werkomstandigheden in de turbine motor is ook het belangrijkste draaiende onderdeel. In de hete kant-onderdelen van vliegtuigmotoren worden de turbinevleugels blootgesteld aan hoogtemperatuurgezout en temperatuurveranderingen tijdens de start- en stopcycli van de motor, terwijl de rotorvleugels onderworpen zijn aan centrifugale kracht bij hoge snelheden. De materiaalsoort moet voldoende hoge-temperatuurs treksterkte, uithoudingssterkte, kruipsterkte bezitten, evenals goede vermoeisterkte, oxidatieresistentie, gascorrosieresistentie en geschikte plasticiteit. Daarnaast wordt er ook langdurige structurele stabiliteit, goede schoksterkte, gootbaarheid en een lage dichtheid vereist.
De inkomstemperatuur van geavanceerde vliegtuigmotoren bereikt 1380℃ en de stuwkracht bereikt 226KN. De turbinebladen worden blootgesteld aan aerodynamische en centrifugale krachten, met een trekspanning van ongeveer 140MPa op de bladen; de bladwortel draagt een gemiddelde spanning van 280~560MPa, en het overeenkomstige bladlichaam heeft een temperatuur van 650~980℃, terwijl de bladwortel ongeveer 760℃ bedraagt.
Het prestatieniveau van turbinebladen (vooral de temperatuurbelastingscapaciteit) is een belangrijke indicator voor het geavanceerde niveau van een motormodel. Op een bepaalde manier bepaalt het gietproces van toekomstige motorelbladen rechtstreeks de prestaties van de motor en is ook een belangrijke aanduiding van het niveau van de nationale luchtvaartindustrie.
2.Bladvormontwerp
Aangezien er veel bladen zijn, als ze ontworpen worden in rechte regelmatige vormen, kan veel verwerkings technologie verminderd worden, wordt de ontwerpmoeilijkheid verlaagd en kunnen veel kosten bespaard worden. Maar de meeste bladen zijn gedraaid en gebogen.

Laat me u eerst enkele basisconcepten van bladeren introduceren.
Ten eerste, wat is een loper? Hieronder staan twee typische diagrammen van loopers.
Compressorschematische weergave
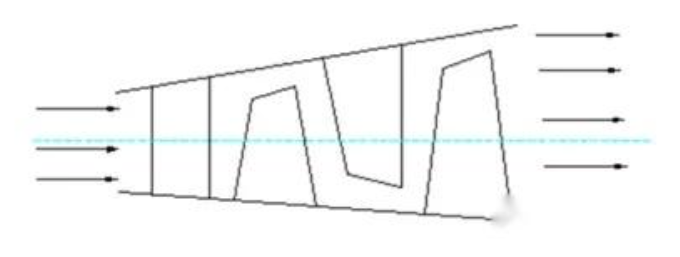
Turbine stroomwegschema
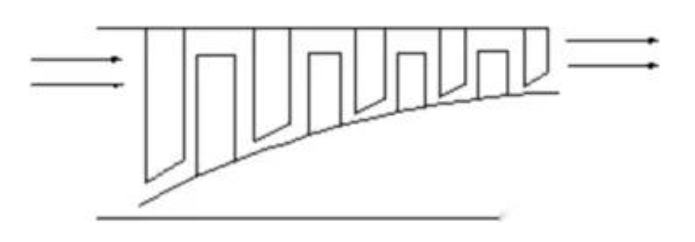
Tweede, wat is de berekeningformule voor de omtrekssnelheid? In het vloeikanaal is de omtrekssnelheid verschillend op verschillende stralen (dit kan worden verkregen volgens de berekeningformule in de onderstaande figuur)
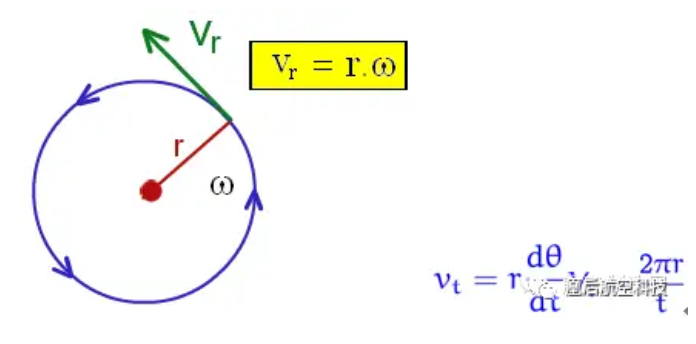
Omtrekssnelheid. Ten slotte, wat is de invalshoek van de luchtstroom? De invalshoek van de luchtstroom is de hoek tussen de luchtstroom en de bladchord ten opzichte van de richting van de bladsnelheid.
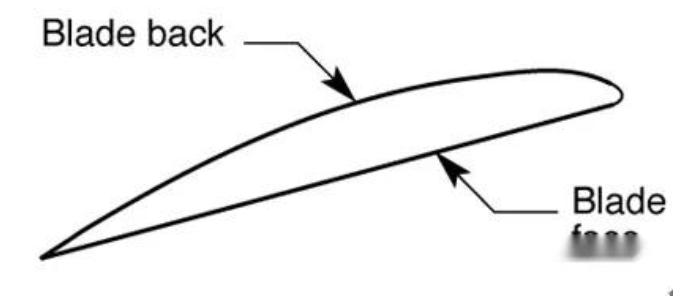
Neem het vliegtuigvleugel als voorbeeld: de invalshoek van de luchtstroom wordt getoond. Vervolgens wordt uitgelegd waarom de vleugel gedraaid moet worden. Aangezien de omtrekssnelheden op verschillende stralen in het stroomkanaal verschillen, varieert de invalshoek van de luchtstroom op verschillende radiusniveaus sterk; aan de top van de vleugel veroorzaakt een grote straal en een hoge omtrekssnelheid een grote positieve invalshoek, wat leidt tot ernstige luchtstroomafstoting aan de achterkant van de vleugel; aan de basis van de vleugel veroorzaakt een kleine straal en een lage omtrekssnelheid een grote negatieve invalshoek, wat leidt tot ernstige luchtstroomafstoting in de drukkant van de vleugel.
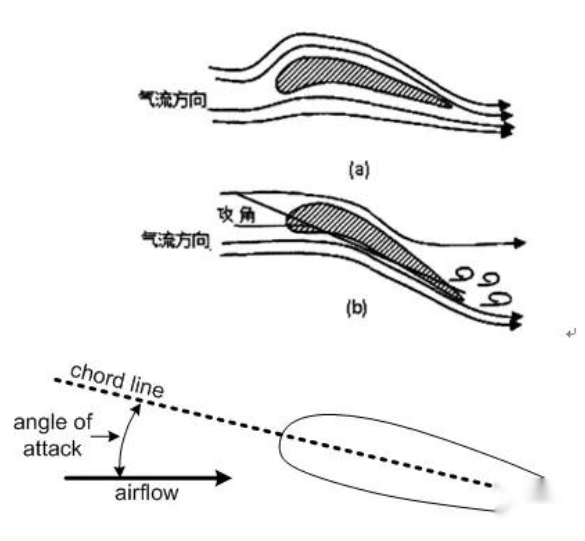

Daarom, voor rechte bladen, behalve voor een deel van de dichtstbijzijnde middendiameter dat nog steeds functioneel is, zal de rest van de delen ernstige luchtstroomafsplitting veroorzaken, dat wil zeggen, de efficiëntie van een compressor of turbine die werkt met rechte bladen is extreem slecht, en kan zelfs het punt bereiken waarop het helemaal niet operationeel is. Daarom moeten de bladen getwist worden.

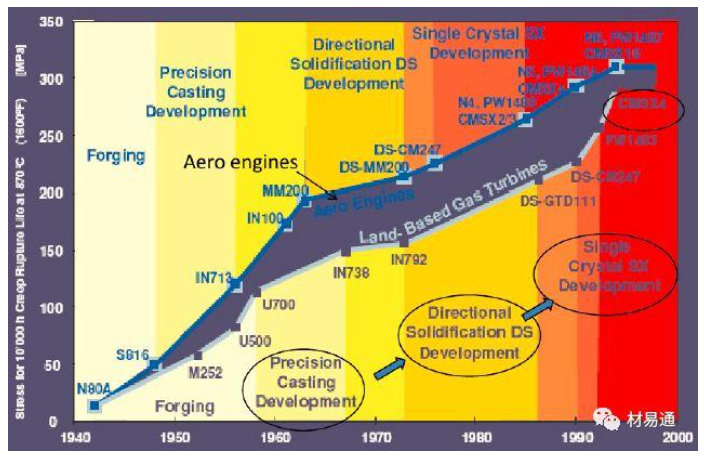
3.Ontwikkelingsgeschiedenis
Naarmate de kracht van vliegtuigmotoren blijft toenemen, wordt dit bereikt door het verhogen van de compressortemperatuur aan de invoer, wat vereist dat er gebruik wordt gemaakt van geavanceerde bladen met steeds hogere temperatuurweerstand. Behalve de hoge temperatuuromstandigheden is de werkomgeving van de warme-eindebladen ook in een extreme toestand van hoge druk, hoge belasting, hoge trilling en hoge corrosie, waardoor de eisen aan de bladen extreem hoog zijn. Dit vereist dat de bladen worden gemaakt van speciale legeringmaterialen (hoge temperatuurlagers) en speciale productietechnieken (precisiegiettechniek plus richtvaststelling) om speciale matrixstructuren (enkelkristalstructuren) te maken die de behoeften zo goed mogelijk voldoen.
Complexe enkelfase holle turbinebladen zijn uitgegroeid tot de kerntechnologie van hedendaagse motoren met een hoge druk- tot gewichtsverhouding. Het is het onderzoek en gebruik van geavanceerde enkelfase legeringen en de opkomst van dubbelwandige ultra-luchtgekoelde enkelfase bladproductietechnologie die ervoor hebben gezorgd dat de enkelfase voorbereidingstechnologie een sleutelrol speelt in de meest geavanceerde militaire en commerciële vliegtuigmotoren van vandaag. Momenteel worden enkelfase bladen niet alleen gemonteerd op alle geavanceerde vliegtuigmotoren, maar komen ze ook steeds vaker toe in zware gasturbines.
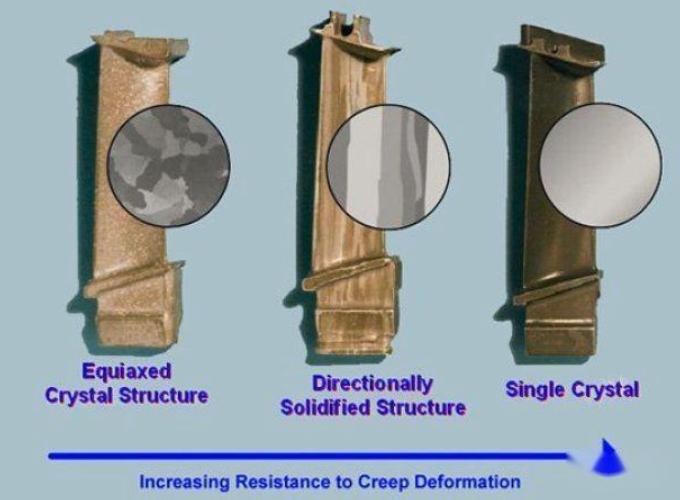
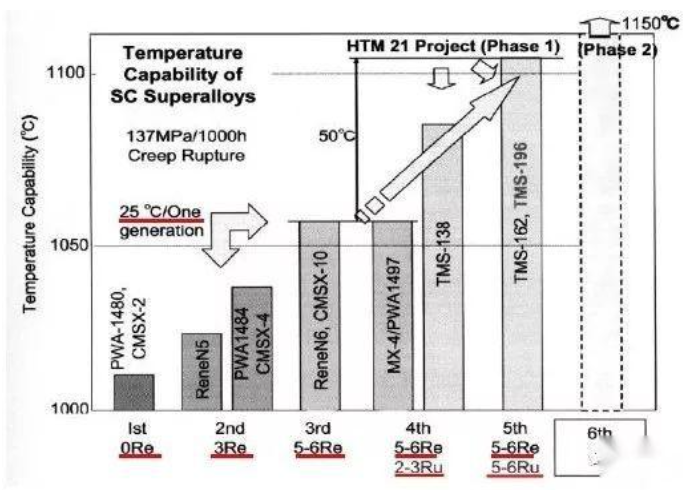
Enkelkristal superlegers zijn een type geavanceerd motorbladmateriaal dat is ontwikkeld op basis van gelijkkantige kristallen en richtinggebonden kolomvormige kristallen. Sinds begin jaren '80 zijn de eerste generatie enkelkristal superlegers zoals PWA1480 en ReneN4 breed gebruikt in verschillende vliegtuigmotoren. In de late jaren '80 werden de tweede generatie enkelkristal superlegerbladen, vertegenwoordigd door PWA1484 en ReneN5, ook breed ingezet in geavanceerde vliegtuigmotoren zoals CFM56, F100, F110 en PW4000. Momenteel hebben de tweede generatie enkelkristal superlegers in de Verenigde Staten hun volle wasdom bereikt en worden ze breed toegepast in militaire en civiele vliegtuigmotoren.
In vergelijking met de eerste generatie enkelvoudige kristallegers, hebben de tweede generatie enkelvoudige kristallegers, vertegenwoordigd door PW's PWA1484, RR's CMSX-4 en GE's Rene'N5, hun werktemperatuur verhoogd met 30°C door 3% rhenium toe te voegen en de hoeveelheid molibdeen passend te verhogen, waardoor een goede balans wordt bereikt tussen sterkte en weerstand tegen oxidatie en corrosie.
In de derde enkelvoudige kristallegeer Rene N6 en CMSX-10 is de legering samenstelling in één stap geoptimaliseerd, is de totale hoeveelheid van onoplosbare elementen met een groot atoomvolume verhoogd, met name de toevoeging van meer dan 5gew.% rhenium, wat aanzienlijk de kracht bij hoge temperaturen verbetert, heeft de legering een uithoudingsleven van meer dan 150 uur op 1150 graden, wat veel langer is dan het leven van ongeveer 10 uur van de eerste generatie enkelvoudige kristallegeer, en biedt ook hoge weerstand tegen thermische vermoeidheid, oxidatie en thermische corrosie.
De Verenigde Staten en Japan hebben achtereenvolgens de vierde generatie van enkelkristallegers ontwikkeld. Door ruus toe te voegen, is de stabiliteit van de legermicrostructuur verder verbeterd, en is de kruipsterkte bij langdurige hoge temperatuur blootstelling verhoogd. De uithoudingsleven duur bij 1100 ℃ is tien keer hoger dan die van de tweede enkelkristallegering, en de werktemperatuur heeft 1200 ℃ bereikt. De enkelkristalcompositie van dezelfde generatie staat hieronder.
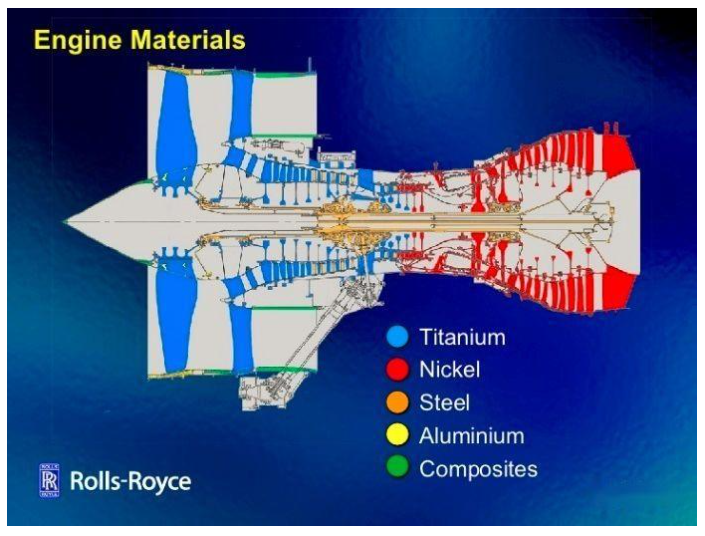
4. Bladbasismateriaal en vervaardigingstechnologie
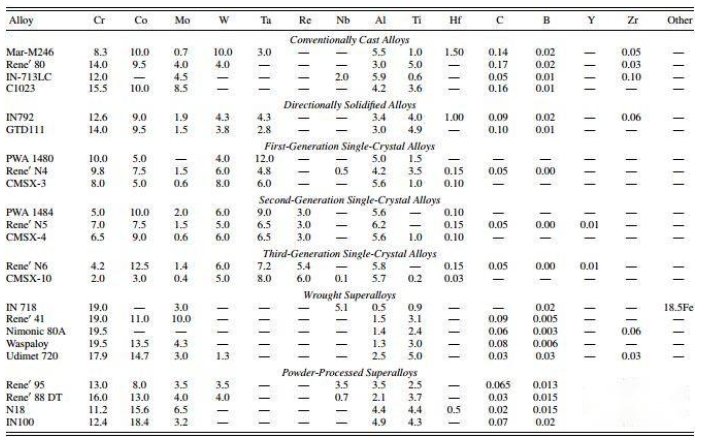
Gedehavormde hoogtemperatuurlegers voor bladen
De ontwikkeling van deformatiebermtemperaturelegeringen heeft een geschiedenis van meer dan 50 jaar. De veelgebruikte deformatiebermtemperaturelegeringen voor landelijke vliegtuigmotorschroeven zijn weergegeven in Tabel 1. Met de toename van het gehalte aan aluminium, titanium, wolfram en molibdeen in bermtemperaturelegeringen verbeteren de materiaaleigenschappen continu, maar neemt de warme werkzaamheid af; na het toevoegen van het dure legeringselement kobalt kan de algehele prestatie van het materiaal worden verbeterd en de stabiliteit van de hoge-temperatuurstructuur kan worden verbeterd.
Schroeven zijn sleutelonderdelen van vliegtuigmotoren, en hun productievolume neemt ongeveer 30% in beslag van het totale motorenproductievolume.
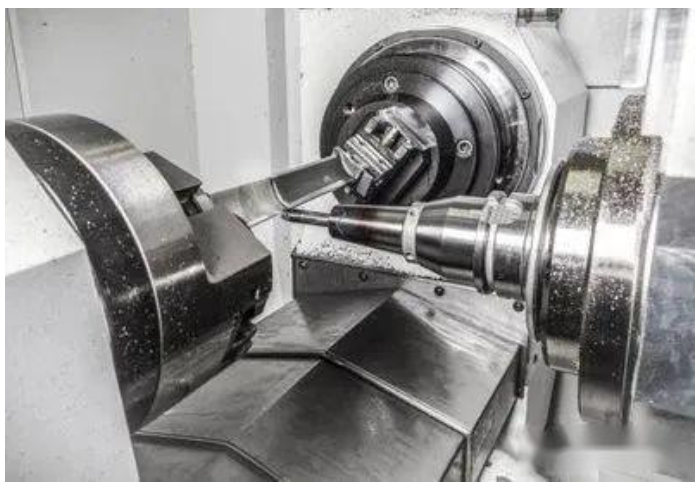
Vliegtuigmotorschroeven zijn dunwandige en gemakkelijk te vervormen onderdelen. Hoe hun vervorming te controleren en ze efficiënt en met hoge kwaliteit te verwerken is een van de belangrijke onderzoeksgebieden in de schroevenproductie-industrie.
Met de opkomst van hoogpresterende CNC-schijnmachines is ook het productieproces van turbinebladen ingrijpend veranderd. Bladen die met behulp van precisie-CNC-schijn technologie worden verwerkt, hebben een hoge nauwkeurigheid en korte productiecycli, meestal 6 tot 12 maanden in China (halffijn schaven); en 3 tot 6 maanden buitenland (restloos schaven).