Hastelloy B3 (N10675) Hauptmerkmale von Hastelloy und Schweißen und Bearbeitung:
1. Materialanalyse: Mechanische Eigenschaften von Hastelloy B3 (N10675) in festgelöster Zustand: Mit steigender Heiztemperatur verringern sich seine Zugfestigkeit, Fliessfestigkeit und Elastizitätsmodul, während die Dehnung, der thermische Ausdehnungskoeffizient, die Wärmeleitfähigkeit und die spezifische Wärmekapazität leicht zunehmen; mit zunehmendem Kaltverformungsgrad erhöhen sich Härte, Zugfestigkeit und Fliessfestigkeit, während die Dehnung abnimmt.
2. Formgebungscharakteristiken: Nach Analyse sind die Haupt-Formgebungscharakteristiken von Hastelloy B3:
(1) Die Dehnung des Hastelloy-B3-Materials ist relativ hoch, was günstige Bedingungen für die Kaltpresse schafft.
(2) Hastelloy B3 ist härter als austenitischer Edelstahl und hat eine offensichtlichere Verhärtungstendenz, so daß bei der Kaltformung oder Schritt-für-Schritt-Formung ein höherer Druck erforderlich ist.
(3) Wenn die Kaltformdeformationsrate von Hastelloy B3 weniger als 10% beträgt, beeinträchtigt dies die Korrosionsbeständigkeit des Werkstücks nicht. Während des Schweißvorgangs kann jedoch das Vorhandensein von Restspannungen heiße Risse im Schweiß verursachen. Daher sollte bei Werkstücken, die später geschweißt werden müssen, der Einfluß von Restbelastungen so weit wie möglich ausgeschlossen werden.
(4) Kaltformung mit starker Verformung erhöht das Ausbeute-Hardheitsverhältnis von Hastelloy-B3-Materialien und erhöht die Empfindlichkeit gegenüber Spannungskorrosion und Rissen. Häufig werden Zwischen- und Endwärmebehandlungsprozesse verwendet.
(5) Hastelloy B3-Material ist sehr empfindlich gegenüber oxidierenden Medien und Schwefel, Phosphor, Blei und anderen Niederschmelzmetallen bei hohen Temperaturen.
(6) Im Bereich von 600-800°C wird die Hastelloy B3-Legierung, wenn die Erhitzungszeit zu lang ist, eine spröde Phase bilden, was zu einer verringerten Dehnung führt. Darüber hinaus treten in diesem Temperaturbereich bei begrenzter äußerer Kraft oder Verformung leicht Risse auf. Daher muss bei der thermischen Umformung die Temperatur über 900°C gehalten werden.
(7) Bevor das Hastelloy B3-Material verarbeitet und geprägt wird, sollte die Oberfläche der Form, die mit dem Werkstück in Berührung kommt, gereinigt werden; während der Kaltumformung können Schmierstoffe verwendet werden, und nach der Umformung muss unverzüglich Entfettung oder Alkalireinigung durchgeführt werden.
(8) Nachdem das Werkstück aus dem Ofen kommt und wasser gekühlt wird, wird die Oxidschicht auf der Oberfläche dicker und sollte vollständig eingelegt werden. Wenn eine Oxidschicht zurückbleibt, können Risse beim nächsten Pressvorgang auftreten; falls nötig, kann vor dem Einlegen Sandstrahlen durchgeführt werden.
3. Schweißen und Umformen:
(1) Bevor eine Formgebung und Verarbeitung erfolgt, sollte bei Bedarf für den Rohzustand die Gas-Tungsten-Bogen-Schweißmethode (GTAW) gewählt werden, um den Schweißnaht besser vor Oxidation zu schützen. Wenn die manuelle Stabenschweißmethode verwendet wird, ist es leicht möglich, dass der mittlere Schweißnaht oxidiert. Selbst wenn jede Schicht poliert und gereinigt wird, ist es schwierig, eine vollständige Reinigung sicherzustellen. Es bleibt eine feine Oxidschicht zurück, die auch die Form- und Bearbeitungseigenschaften der Naht beeinträchtigen kann. Bevor das Werkstück geschweißt wird, müssen Anhänge und Oxidschichten in der Fuge und auf den Oberflächen des Grundmetalls entfernt werden, da die Anwesenheit von Oxidschichten und Unreinheiten die Eigenschaften der Naht und des Wärmebeeinflussten Bereichs beeinträchtigen kann. Es ist am besten, einen kleinen Strom zu verwenden, zu vermeiden, dass die Geschwindigkeit zu langsam ist, keine Schwingungen auszuführen, die Zwischenschichttemperatur unter 100°C zu halten und Argon-Gas-Schutz auf der Vorder- und Rückseite anzuwenden, um Hochtemperatur-Oxidation und -Verbrennung der Legierungselemente zu vermeiden. Vor dem Pressen sollte die Schweißnahtoberfläche glatt poliert werden, die dicke Oxidschicht auf der Schweißnahtoberfläche entfernt und das Material eingelegt werden. Da die Oxidschicht der Hastelloy B3-Materialschweißnaht sehr hart ist und schwer durch direktes Einlegen zu entfernen ist, können sich feine Risse während des Pressformprozesses bilden, was die Eigenschaften der Naht beeinträchtigt.
(2) Der Vorteil des Warmformens besteht darin, dass es in einem Durchgang durchgeführt werden kann und Verfestigungen vermieden werden können. Wenn die Formtemperatur gut kontrolliert werden kann, ist eine Wärmebehandlung möglicherweise nicht erforderlich. Während des Warmformprozesses ändern sich jedoch die Temperaturen stark und unterscheiden sich je nach Bereich. Selbst die Oberfläche, die direkt mit dem Werkzeug in Kontakt steht, kann erheblich niedriger als die Temperatur im Inneren des Metalls sein, was schwierig zu messen und zu kontrollieren ist. Trifft das Material lokal während der Bearbeitung auf einen kritischen Temperaturbereich, können Mikrorisse und andere Mängel auftreten, die später bei der Lösungsanalkulation schwer zu beseitigen sind. Aufgrund der Erfahrungen des Produktionswerks wurde der Kaltformprozess gewählt. Bei Prägen wird dies vorzugsweise zur Umformung verwendet. Wenn Drehen notwendig ist, wird Kalt- oder Warmdrehen mit einer Temperatur von nicht mehr als 400°C angewendet.
(3) Während des Kaltumformprozesses, wenn die Verformungsgeschwindigkeit groß ist, sollte der schrittweise Umformprozess verwendet werden. Für das schrittweise Umformen ist eine Zwischenwärmebehandlung erforderlich. Eine Lösungsanrichterhitzebehandlung sollte angewendet werden und die Temperatur muss über 1000°C kontrolliert werden. Wählen Sie den Prozess der Lösungsanrichterhitzebehandlung und erreichen Sie Temperaturen von 1060~1080℃. Nachdem das Werkstück endgültig geprägt und umgeformt wurde, muss es eine Lösungsanrichterhitzebehandlung durchlaufen, um Restspannungen zu beseitigen und zu verhindern, dass dies die Qualität der nachfolgenden Schweßverbindungen beeinflusst.
Produkt

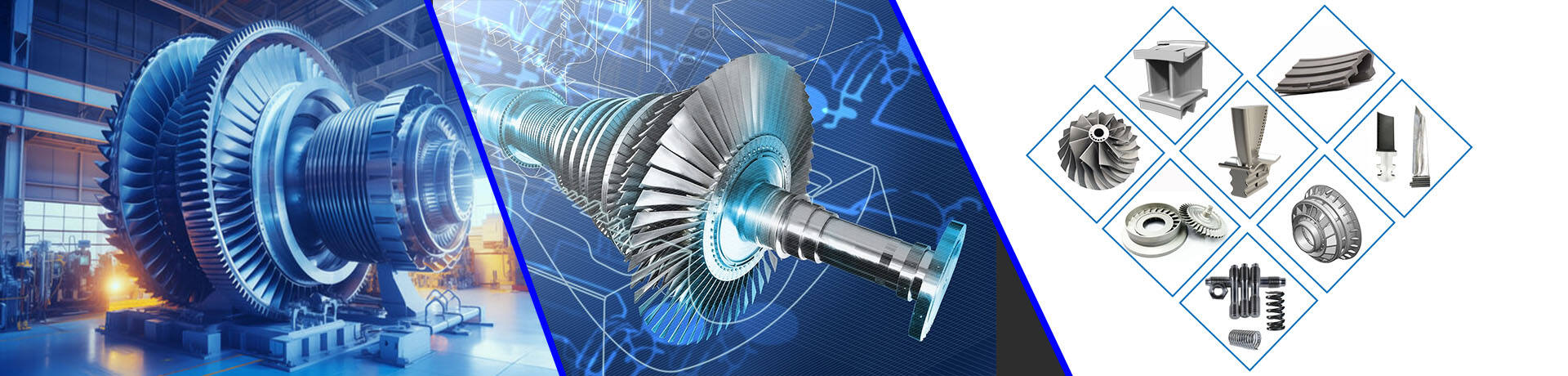
Turborad

Turbinschneide

Düsenring

Verdichterklinge

Führungsflügel

Diffusor

Teil

Turbine-Rotor

Turbine Stator

Hastelloy Blatt

Hastelloy-Rohr

Hastelloy Stab

Hastelloy Bolzen und Muttern

Hastelloy Befestigungselemente

Hastelloy Draht

Frühling
Ein Gemäß Zeichnungen oder Proben




Hastelloy ist eine weitere Familie nickelbasierter Superalleges, die aufgrund ihrer außergewöhnlichen Korrosionsbeständigkeit und ihrer Hochtemperaturfestigkeit bekannt sind. Hier ist eine Übersicht über Hastelloy:
Korrosionsbeständigkeit:
Wie Inconel werden auch Hastelloy Legierungen wegen ihrer hervorragenden Korrosionsbeständigkeit in verschiedenen aggressiven Umgebungen, einschließlich Säuren, Chloriden, Schwefelverbindungen und oxidierenden sowie reduzierenden Bedingungen, geschätzt. Diese Korrosionsbeständigkeit macht Hastelloy für den Einsatz in der Chemieverarbeitung, der Umweltschutztechnik und der Seeverwendung geeignet.
Hochtemperaturleistung:
Hastelloy Legierungen behalten bei erhöhten Temperaturen ihre mechanische Festigkeit und Integrität, wodurch sie für Anwendungen in Hochtemperaturumgebungen wie Gasturbinen, Luftfahrtkomponenten und Industrofenen geeignet sind.
Legierungselemente:
Hastelloy-Legierungen bestehen typischerweise hauptsächlich aus Nickel, verbunden mit erheblichen Mengen an Chrom, Molybdän und anderen Elementen wie Kobalt, Wolfram und Eisen. Diese Legierungselemente tragen zu den einzigartigen Eigenschaften der Legierungen bei, einschließlich Korrosionsbeständigkeit und Hochtemperaturfestigkeit.
Vielseitigkeit:
Hastelloy-Legierungen sind in verschiedenen Ausführungen erhältlich, die jeweils auf spezifische Anwendungen und Betriebsbedingungen zugeschnitten sind. Gängige Ausführungen umfassen Hastelloy C-276, Hastelloy C-22, Hastelloy X und Hastelloy B-2 unter anderem. Diese Ausführungen bieten eine Vielzahl an Eigenschaften, die für verschiedene Umgebungen und Industrien geeignet sind.
Anwendungen:
Hastelloy-Legierungen werden in vielen Branchen eingesetzt, darunter chemische Verarbeitung, Petrochemie, Öl- und Gaswirtschaft, Luft- und Raumfahrt, Umweltschutz und Pharmaindustrie. Sie werden in Geräten wie Reaktoren, Wärmetauschern, Ventilen, Pumpen und Rohrsystemen verwendet, wo Korrosionsbeständigkeit und Hochtemperaturleistung von entscheidender Bedeutung sind.
Fertigung:
Hastelloy-Legierungen können in verschiedene Formen verarbeitet werden, einschließlich Blätter, Platten, Stäben, Drähten, Röhren und Schmiedeprodukten, was die Herstellung komplexer Bauteile ermöglicht, die auf spezifische Anwendungen zugeschnitten sind.
Insgesamt genießen Hastelloy-Legierungen hohe Anerkennung für ihre außergewöhnliche Korrosionsbeständigkeit, ihre Hochtemperaturfestigkeit und Vielseitigkeit, was sie zu unverzichtbaren Materialien in Branchen macht, in denen strenge Umgebungen und anspruchsvolle Betriebsbedingungen üblich sind.

Luft- und Raumfahrt

Automobil- und Motorradbau

Chemische Industrie
")
Marineingenieurwesen
Chemische Zusammensetzung
| C≤ | Si≤ | Mn≤ | P≤ | S≤ | Cr≥ | Ni≥ | Mo≥ | Cu≤ |
| 0.01 | 0.10 | 3.00 | 0.030 | 0.010 | 1,00-3,00 | 65.0 | 27,0-32,0 | 0.20 |
| Nb/Ta≤ | Al≤ | Ti≤ | Fe≤ | Co≤ | V≤ | W≤ | Ni+Mo | Ta≤ |
| 0.20 | 0.50 | 0.20 | 1,00-3,00 | 3.00 | 0.20 | 3.00 | 94,0-98,0 | 0.20 |
 DE
DE
 EN
EN AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS