
Hastelloy B3 (N10675) е никелова основна високотемпературна сплавена съставка, съставена от никел, молибден, кобалт и други елементи, с никелово съдържание около 65%. Материалът от сплав Hastelloy B3 (N10675) е нов материал, подобрен върху базата на Hastelloy B2. Той подобрява термичната стабилност на материала, което повишава съпротивността на корозия. Едновременно подобрява горещата и студената формовка. През последните години той се използва все повече при производството и изготвянето на химически апарати.
Hastelloy B3 (N10675) Основни характеристики, сваряване и обработка на Hastelloy:
1. Материален анализ: Механичните свойства на плоча от Hastelloy B3 (N10675) във водораствено състояние: При повишаване на температурата за нагреване, нейната издръжливост при разтягане, пределна издръжливост и модул на упругост намаляват, докато удължението, коефициентът на термична експанзия, теплопроводността и удебрената топлина леко увеличават; при увеличение на скоростта на хладна деформация, твърдостта, издръжливостта при разтягане и пределната издръжливост се увеличават, а удължението намалява.
2. Характеристики на формовачния процес: След анализ, основните характеристики на формовачния процес на Hastelloy B3 са:
(1) Протяжението на материал от Hastelloy B3 е относително високо, което създава благоприятни условия за формиране при студено притискане.
(2) Материалът Hastelloy B3 е по-твърд от аустенитната неръжавеща стомана и има по-очевидна тенденция към утвърждаване при работа, затова изисква по-голям натиск по време на студеното формиране или постепенно формиране.
(3) Когато степента на деформация при студено формиране на материал от Hastelloy B3 е под 10%, това няма да повлияе върху корозионната устойчивост на деталите. Всичко пак, по време на процеса на сваряване, наличието на остатъчни стресове може да причини горещи тресове в швовете. Затова за деталите, които трябва да бъдат сварени по-късно, следва да се eliminира влиянието на остатъчните стресове колкото е възможно повече.
(4) Студеното формиране с тежка деформация ще увеличи отношението между граничната напрегнатост и напрегнатостта при пределна деформация на материала от Hastelloy B3 и ще увеличи чутливостта към стресова корозия и тресове. Често се използват intermediatни и крайни термически процеси.
(5) Материал Hastelloy B3 е много чутлив към окислителни среди и сульфур, фосфор, олово и други метали с ниска точка на плавене при високи температури.
(6) В диапазона 600-800°C, ако времето на нагреване е прекалено дълго, сплавът Hastelloy B3 ще произведе хрупка фаза, което води до намалена удължимост. Повече от това, когато външната сила или деформацията са ограничени в този температурен диапазон, лесно могат да се появят горещи тресове. Затова при използването на гореща формовка температурата трябва да бъде контролирана над 900°C.
(7) Преди обработката и притискането на материала Hastelloy B3, повърхността на формата, която се сблъсква с работния материал, трябва да бъде почистена; по време на хладна обработка могат да се използват методи за смазване, а след формовката трябва незабавно да се проведе дегресинг или алкално очищане.
(8) След като деталът излиза от печката и се охлажда с вода, оксидната филма на повърхността ще стане по-гъста и трябва да бъде напълно киселина. Ако остане оксидна филма, може да се появят трески по време на следващото притискане; при нужда преди киселината може да се извърши шаброниране.
3. Сваряване и формиране:
(1) Преди формирането и обработката, ако необходимо е суровият заготовка да бъде сварен, най-добре е да се избере метода на газовата тунгstenова дъга (GTAW), за да се защити по-добре сварното място от окисляване. Ако се използва ръчно дъгово сварване, лесно е средния сварен слой да се окисли. Дори ако всеки слой бъде полирани и промит, е трудно да се гарантира, че промивката е пълна. Остава тонка окислена слойка, която може също да повлияе върху формиращите и обработващи свойства на сварката. Преди сварването на деталите, прикрепленията и окислените слоеве върху канавките и повърхностите на основните метални части трябва да бъдат премахнати, тъй като наличието на окислени плевки и примеси ще повлияе върху свойствата на сварката и зоната, подложена на термично влияние. Най-добре е да се използва малък ток за сварване, да се избягват прекалено бавни скорости, без да се осцилира, да се контролира температурата между слоевете под 100°C и да се използва аргоново газово защитно покритие от предната и задната страна, за да се избегне високотемпературното окисляване и горенето на алойните елементи. Преди притискането, повърхността на сварката трябва да бъде полирана до гладкост, да се премахне толстият окислен слой от повърхността на сварката и да се подложи на химическа чистка. Тъй като окисленият слой на сварката от материал Hastelloy B3 е много твърд и трудно се премахва чрез директна химическа чистка, лесно е да се образуват мелки трески по време на процеса на притискане, което влияе върху свойствата на сварката.
(2) Предимството на горещото формиране е, че може да се формира един път и да се избегне утвърждаването при работа. Ако температурата при формирането може да бъде добре контролирана, термичната обработка може да бъде пропусната. Всъщност, температурите се променят значително по време на процеса на горещо формиране, и всяка област е различна. Дори повърхността, която е в пряк контакт с формата, може да е много по-ниска от температурата вътре в метала, което е трудно за измерване и контролиране. Ако локалният материал влезе в чувствителната зона по време на обработката, микроскопични тресове и други дефекти могат да се появят, които ще бъдат трудно да се eliminirat по-късно при твердото разтворително термичен обработка. Използвайки опита на завод за обработка, беше избран процесът на студено формиране. Най-добрият метод за формиране е притискането. Когато е необходимо врътене, се използва студено врътене или топло врътене при температура, не превишаваща 400°C.
(3) През процеса на хладното формуване, когато степента на деформацията е голяма, трябва да се използва постепенната технология на формуване. За постепенното формуване е необходим промежуточен термичен обработки. Трябва да се използва термичен обработки за разтвор и температурата трябва да бъде контролирана над 1000°C. Изберете технология за термичен обработки за разтвор и температурата достига 1060~1080℃. След като деталът е окончателно формiran, той трябва да подгответе термичен обработки за разтвор, за да се eliminirat остатъчни напрежения и да се избегне въздействие върху качеството на последващите сварки.
Продукт

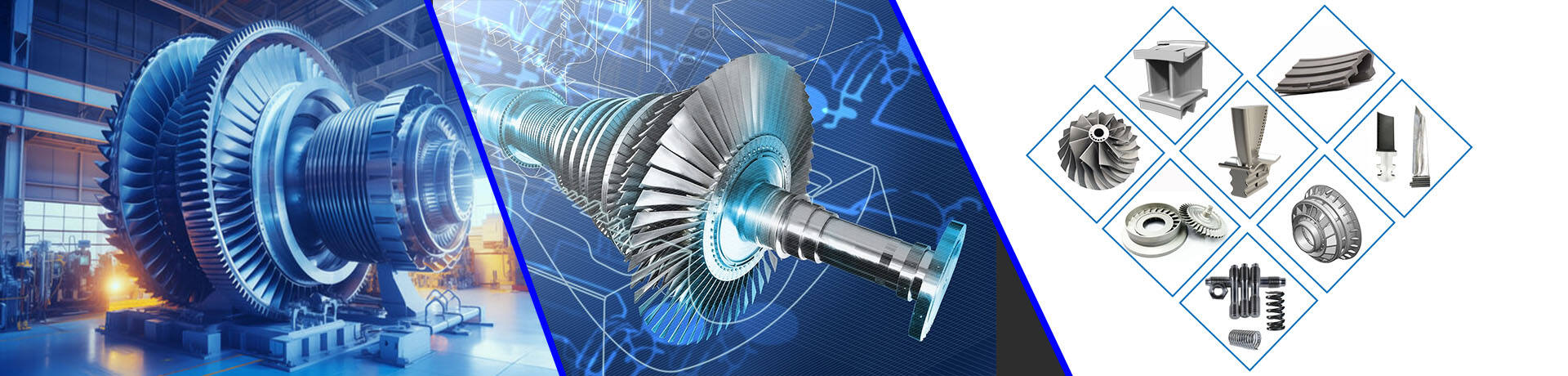
турбинен лопаст

лопатка на турбина

Соплов кръг

компресорна лопаст

Ръководни лопасти

Дифузер

SEGMENT

Турбинен ротор

Турбинен статор

Лист от Hastelloy

Труба от Hastelloy

Прут от Hastelloy

Винти и болтове от Hastelloy

Фиксиращи елементи от Hastelloy

Жица от Hastelloy

Пружина
А. Според чертежи или примерки




Hastelloy е друга породигма от никелови супералюминии, познати с техния изключителен съпротивност към корозията и високотемпературната сила. Ето общ преглед на Hastelloy:
Устойчивост на корозия:
Както и Inconel, сплавите Hastelloy се цениат поради изключителното си съпротива на корозията в различни агресивни среди, включително киселини, хлориди, сульфиди и окислителни и редукционни условия. Тази съпротива на корозията прави Hastelloy подходящ за използване в химически процеси, контрол на замърсяването и морски приложения.
Високотемпературна производителност:
Сплавите Hastelloy поддържат механичната си твърдост и целост при високи температури, което ги прави подходящи за приложения в високотемпературни среди като газови турбини, авиационни компоненти и промишлени печки.
Легиранни елементи:
Сплавите Hastelloy обикновено се съставят от никел като основен елемент, заедно с значителни количества хром, молибден и други елементи като кобалт, волфрам и желязо. Тези сплавящи елементи допринасят за уникалните свойства на сплавите, включително съпротива на корозията и твърдост при високи температури.
Универсалност:
Леговете от Hastelloy са налични в различни градации, всяка адаптирана за специфични приложения и условия на функциониране. Общи градации включват Hastelloy C-276, Hastelloy C-22, Hastelloy X и Hastelloy B-2, сред другите. Тези градации предлагат широк спектър от свойства, подходящи за различни среди и индустрии.
Приложения:
Леговете от Hastelloy намират широко приложение в индустриите като химически процеси, нефтнокемикална, нефть и газ, аерокосмическа, контрол на замърсяването и фармацевтична. Те се използват в оборудване като реактори, топлообменници, клапи, насоси и системи за дънни линии, където корозионната устойчивост и производителността при високи температури са критични.
Фабрикация:
Леговете от Hastelloy могат да бъдат обработени в различни форми, включително листа, плочи, стержове, жици, тръби и ковани части, което позволява производството на сложни компоненти, адаптирани за специфични приложения.
Общо взето, сплавите Hastelloy се ценят много високо за своето изключително съпротивление на корозията, силата при високи температури и многогранността, което ги прави незаменими материали в индустриите, където се срещат тежки условия и изискващи режими на функциониране.

Аерокосмическа област

Производство на автомобили и мотоцикли

Химическа промишленост
")
Морска инженерия
Химичен състав
| C≤ | Si≤ | Mn≤ | P≤ | S≤ | Cr≥ | Ni≥ | Mo≥ | Cu≤ |
| 0.01 | 0.10 | 3.00 | 0.030 | 0.010 | 1.00-3.00 | 65.0 | 27.0-32.0 | 0.20 |
| Nb/Ta≤ | Al≤ | Ти≤ | Же≤ | Ко≤ | V≤ | В≤ | Ни+Мо | Та≤ |
| 0.20 | 0.50 | 0.20 | 1.00-3.00 | 3.00 | 0.20 | 3.00 | 94,0-98,0 | 0.20 |
Нашият професионален екип по продажбите очаква вашата консултация.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS